
Produkter







Fackverkshuvud halvrörsnitar
För en bred, låg profillösning erbjuder Nuote Metals från Kina anpassade halvrörsnitar med fackverkshuvud. Det breda huvudet fördelar trycket jämnt och förhindrar genomdrag på mjuka material som plast, läder eller tunn plåt. Idealisk för bilinteriörer, bagage och elektriska höljen. Den halvrörformiga designen härdar snabbt med minimal kraft, vilket sparar monteringstid. Finns i flera material. Lös ytskador och svaga fästen. Lita på vår fabrik för precisionsnitar som ger pålitliga, varaktiga resultat.
Skicka förfrågan
Produktbeskrivning
När applikationen involverar överdimensionerade hål, mjuka material eller tunna underlag, kanske ett standardnithuvud inte ger tillräckligt med yta för att förhindra genomdragning. Defackverkshuvud halvrörsnithar en extra bred kupol med låg profil – vanligtvis 2,2 till 2,8 gånger skaftdiametern – som fördelar klämkraften över ett större område. Kombinerat med ett halvt ihåligt hålrum som minskar härdningskraften med upp till 70 %, är denna nit det föredragna valet för plaster, kompositer och tunna metaller.

Nuote Metalstillverkar fackverkshuvud-halvrörsnitar i lågkolhaltigt stål, rostfritt stål (304/316), aluminium och mässing med höghastighets kallhuvud. Den här guiden presenterar två verkliga fallstudier, fullständiga tekniska specifikationer och våra transparenta kvalitetspolicyer.
Verkliga tillämpningar av våra nitar
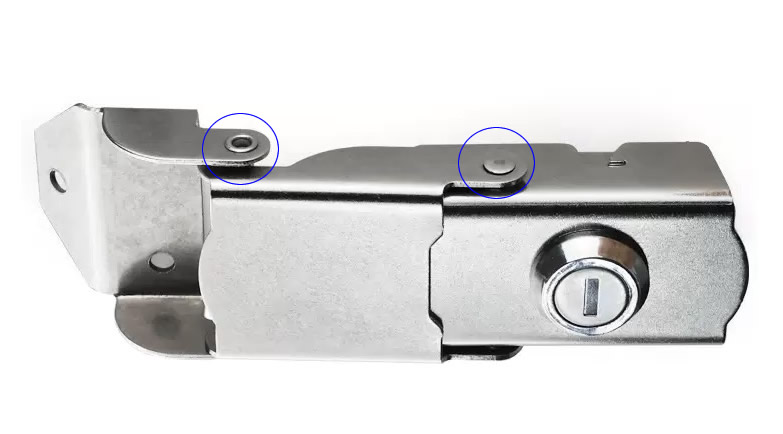
Fall 1 – Låsmekanism i rostfritt stål
En tillverkare av industriella hänglås behövde en nit som skulle säkra den interna låsplattan utan att spricka den zinkgjutna kroppen. Vi levererade 304 rostfria nitar med halvrörshuvud (4 mm diameter, 6 mm pipa längd). Det extra breda 9 mm huvudet överbryggade ett stort frigångshål och hindrade niten från att dra igenom under 300 N av upprepad spärrkraft. Efter 50 000 cykeltester hade ingen lossnat. Kunden krediterade fackverkshuvudets design för att eliminera en sekundär bricka.
Fall 2 – Panelanslutning för trädgårdsstaket i aluminium
Ett stängselföretag för bostäder krävde ett lätt, korrosionsbeständigt fästelement för att sammanfoga aluminiumspjälkningar till horisontella skenor. Vi rekommenderade halvrörsnitar av aluminium med fackverkshuvud (5 mm diameter, 10 mm cylinderlängd) med en klar anodiserad finish. Det breda 11 mm huvudet satt i linje med det tunna aluminiumröret och förhindrade gropar. Det halv-ihåliga hålrummet tillät handinställning med en manuell pressare. Efter två års exponering utomhus visade inga nitar galvanisk korrosion eller lossning.

Olika huvudtyper av nitar Nuote Metals Make
Nuote Metals tillverkar nitar med olika typer av huvud, såsom nitar med platt huvud, nitar med runda huvuden, nitar med försänkt huvud, nitar med fackverkshuvud, nitar med svamphuvud etc.
1. Nitar med platt huvud, inklusive solida nitar med platt huvud, halvrörsnitar med platt huvud, rörformiga nitar med platt huvud.



Vill du veta mer om våra plannitar? klicka bara 
2. Nitar med runda huvuden, inklusive solida nitar med runda huvuden och halvtubulära nitar med runda huvuden.


Klick  för att veta mer om våra nitar med runda huvuden.
för att veta mer om våra nitar med runda huvuden.
3. Nitar med försänkt huvud, inklusive solida nitar med försänkt huvud, halvrörsnitar med försänkt huvud, rörnitar med försänkt huvud.



Om du vill få mer information om nitar med försänkta huvud, vänligen klicka 
4. Truss head nitar, inklusive truss head solid nitar och truss head semi-tubular nitar.


Behöver du mer information om truss head nitar? Klicka bara 
5. Svamphuvudnitar, inklusive massiva svampnitar och halvrörsnitar av svamphuvud.


Klick  för att få mer information om våra svamphuvudnitar.
för att få mer information om våra svamphuvudnitar.
Vill du veta hur en nit tillverkas? kolla bara den här videon.
Tekniska parametrar
Vi tillverkar dessa nitar från flera material. Alla dimensioner verifieras genom optisk sortering.
Materialalternativ och egenskaper
| Material | Betyg | Huvuddiameter/skaftförhållande | Korrosionsbeständighet | Typisk finish |
|---|---|---|---|---|
| Lågkolhaltigt stål | 1008, Q195 | 2,2 – 2,8 : 1 | Måttlig (48–120 timmar saltspray) | Förzinkad (klar/blå/gul), svart oxid |
| Rostfritt stål | 304, 316 | 2,2 – 2,8 : 1 | Bra till utmärkt (200–1 000+ timmar) | Passiverad, pärlblästrad |
| Aluminium | 5056, 6061 | 2,2 – 2,8 : 1 | Bra (100+ timmar eloxerad) | Klar eller färganodiserad |
| Mässing | C26000 | 2,2 – 2,8 : 1 | Bra (inomhus/marin) | Lackad, antik, nickelpläterad |
Standarddimensionellt område (stål, rostfritt, aluminium, mässing)
| Skaftdiameter (mm) | Huvuddiameter (mm) | Huvudhöjd (mm) | Piplängd (mm) | Kavitetsdjup | Gripområde (mm) |
|---|---|---|---|---|---|
| 3.0 | 7,0 – 8,0 | 1,2 – 1,5 | 4 – 12 | 45–55 % av längden | 1,5 – 4,0 |
| 4.0 | 9,0 – 10,0 | 1,5 – 1,8 | 5 – 16 | 45–55 % av längden | 2,0 – 5,5 |
| 5.0 | 11.0 – 12.5 | 1,8 – 2,2 | 6 – 20 | 45–55 % av längden | 2,5 – 7,0 |
| 6.0 | 13.0 – 15.0 | 2,2 – 2,6 | 8 – 25 | 45–55 % av längden | 3,0 – 9,0 |
| 8.0 | 17.0 – 20.0 | 2,8 – 3,4 | 10 – 32 | 45–55 % av längden | 4,0 – 12,0 |
Toleranser: Skaftdiameter ±0,05 mm, huvuddiameter ±0,20 mm, huvudhöjd ±0,10 mm, längd ±0,15 mm.
Mekaniska egenskaper (5 mm stål, insatt i 2 mm aluminiumplåt)
| Egendom | Värde |
|---|---|
| Enkel skjuvhållfasthet | 11 000 – 13 000 N |
| Drag-utdrag | 5 500 – 6 800 N |
| Rekommenderad hålstorlek | Skaftdiameter + 0,15 – 0,25 mm |
| Rekommenderad inställningskraft | 1,5 – 2,5 ton |
Vår produktionsprocess i sju steg
Vi följer ett disciplinerat arbetsflöde för varje sats avfackverkshuvud halvrörsnitar.
1. Materialförsörjning –Vi köper certifierad tråd eller stav från godkända bruk. Varje spole har ett värmenummer för full spårbarhet.
2. Materialinspektion –Inkommande material testas med spektrometer och dragprovare. Vi verifierar diameter och yttillstånd.
3. Anpassning eller installation av verktyg –För nya dimensioner konstruerar vi hårdmetallformar för kallhuvud (ledtid 15–25 dagar). För standardstorlekar installerar och justerar våra tekniker befintliga verktyg.
4. Första artikelinspektion –Det kalla huvudet kör 50 provnitar. Vi mäter huvuddiameter, huvudhöjd, skaftdiameter, total längd och kavitetsdjup. En fullständig FAI-rapport skickas till dig för godkännande.
5. Massproduktion –Efter godkännande kör vi med 200–400 stycken per minut. Kontroller under processen sker var 2 000:e stycke för kritiska dimensioner.
6. Plätering eller anodisering på underleverantörer (om så krävs) –För delar av stål, rostfritt eller aluminium skickar vi partier till våra certifierade partners. Beläggningens tjocklek verifieras med XRF eller virvelström.
7. Slutlig utgående inspektion –Vi använder optiska sorteringsmaskiner för att inspektera 100 % av delarna för huvudgeometri, längd och kavitetsdjup. Ett AQL-prov (nivå II, 1.0) tas ut för skjuvprovning. Ett certifikat om överensstämmelse medföljer varje försändelse.

Kvalitetssäkring och certifieringar
Vår produktion av halvrörsnitar med fackverkshuvud stöds av:
Certifieringsomfång
ISO 9001:2015 Kvalitetsledningssystem
RoHS (2011/65/EU) Överensstämmelse för alla material
REACH SVHC-deklaration
IATF 16949 Tillgänglig för bilprojekt

Varje försändelse inkluderar:
Brukstestcertifikat (materialkemi och hårdhet)
Dimensionell kontrollrapport (10 st per sats)
Plätering eller anodiseringscertifikat (om tillämpligt)
Undertecknat intyg om överensstämmelse
Transparenta policyer
- Exempelpolicy – 20 gratis stycken för alla standardstorlekar (kunden betalar frakt)
- Minsta orderkvantitet – 2 000 stycken för stål/mässing; 3.000 för rostfritt; 5 000 för aluminium
- Ledtid – 7–10 arbetsdagar för lagerförda storlekar; 15–20 dagar för anpassade mått
- Verktygsladdningar – Inga för standarddiametrar och huvudstilar
- Returpolicy – Defekta delar byts ut utan kostnad
Nuote Metals tar inte betalt för omprovtagning om de första artiklarna inte uppfyller dina ritningstoleranser.
Vanliga frågor
F1: När ska jag välja en halvrörsnit med fackverkshuvud framför en universalnit med huvud eller runt huvud?
S: Välj fackverkshuvud när du behöver bredast möjliga lageryta med lägsta profil. Fackverkshuvudets diameter är 2,2–2,8 gånger skaftdiametern, jämfört med 1,6–1,8 för runt huvud och 2,0–2,2 för universalhuvud. Dess huvudhöjd är också den lägsta (cirka 25–30 % av huvudets diameter). Detta gör fackverkshuvudets halvrörformiga nitar idealiska för spröda material (plast, glasfiber, kompositer), överdimensionerade hål eller applikationer där niten kommer att täckas av ett annat lager. Till exempel använde vår fallstudie med stängselpaneler i aluminium fackverkshuvudet för att undvika gropar i det tunna röret.
F2: Kan fackverkshuvudets halvrörsnitar användas i utomhusmiljöer med aluminium och stål tillsammans?
S: Ja, men du måste hantera galvanisk korrosion. När en aluminiumnit används med en stålkonstruktion (eller vice versa), skapar fukt en galvanisk cell. Vi rekommenderar tre lösningar: (1) använd en isoleringsbricka av nylon eller gummi under huvudet och svansen, (2) applicera en tjock pulverbeläggning eller anodiserat lager på aluminiumniten, eller (3) använd 316 rostfria nitar med aluminium och acceptera en liten galvanisk potential (acceptabelt i torrt klimat). För vårt stängselhus utomhus använde vi aluminiumnitar med aluminiumskenor - inga galvaniska problem. Om du måste sammanfoga aluminium till stål, vänligen kontakta vårt ingenjörsteam för specifika rekommendationer.
F3: Vilket är det maximala greppområdet för halvrörsnitar i aluminium? Kan man göra längre fat?
S: Våra standardnitar med halvrörshuvud i aluminium har piplängder upp till 20 mm för 5 mm diameter, vilket ger grepp upp till 7 mm. För tjockare stackar erbjuder vi anpassade fatlängder upp till 30 mm (för 6 mm och 8 mm diametrar). Aluminium är dock mjukare än stål, så mycket långa fat kan deformeras under härdningen. Vi rekommenderar att begränsa greppet till 2,5× skaftdiameter för aluminium. För tjockare aluminiumenheter, överväg solida nitar eller använd stålnitar med isolerande brickor. Ange din exakta stapeltjocklek så beräknar vi den optimala pipanlängden.
Varför välja oss för truss Head Half Tubular Nitar
Intern kall kurs – full kontroll från tråd till färdig nit
Standardstorlekar från 3 mm till 8 mm i stål, rostfritt, aluminium, mässing
100 % optisk sortering för huvudgeometri och hålighetsdjup
Gratis provprogram – testinställning före produktion
Full spårbarhet – MTC-, CoC- och beläggningsrapporter med varje beställning
Kontakta Nuote Metals idag för att begära ett provpaket eller ett överensstämmelsepaket för ditt projekt med halvrörsnitar.
Hot Tags: Truss Head Halv Tubular Nitar, Truss Head Nitar, Truss Head Nitar Factory
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.









X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy