
Produkter







Svamphuvud Semi-ihåliga nitar
När ditt projekt kräver en kupolförsedd nit som fördelar belastningen jämnt, välj anpassade semi-ihåliga nitar från vår Kina-fabrik, Nuote Metals. Det breda huvudet skyddar mjuka material som läder och plast från genomdrag, medan den halv-ihåliga kroppen stelnar med mindre kraft. Idealisk för bagage, verktygshandtag och biltrim. Finns i stål, mässing eller rostfritt stål. Lita på oss för precisionstillverkning som löser fogfel och ytsprickor.
Skicka förfrågan
Produktbeskrivning
När en nit behöver klämma fast mjuka material utan att dra igenom, är huvudets stil viktigare än skaftet. Ett runt huvud koncentrerar kraften. Ett platt huvud kan gräva i. Men ensvamphuvud semi-ihålig nit– med sin breda, mjukt avrundade topp – fördelar belastningen som en inbyggd bricka samtidigt som den behåller ett lågt, färdigt utseende.

Nuote Metalsproducerar semi-ihåliga nitar för svamphuvud i lågkolhaltigt stål, rostfritt stål och mässing med höghastighets kallhuvud. Det halv-ihåliga hålrummet minskar inställningskraften med cirka 70 % jämfört med solida nitar, vilket gör dem idealiska för automatiserad montering och ömtåliga material.
Nedan ger vi dig först de tekniska specifikationerna, sedan visar vi två verkliga applikationer där våra nitar löste specifika monteringsproblem.
Tekniska parametrar – vad som gör detta huvud annorlunda
Huvudets geometri
| Särdrag | Svamphuvud | Runt huvud (för jämförelse) |
|---|---|---|
| Huvuddiameter/skaftförhållande | 2,2 – 2,5 : 1 | 1,6 – 1,8 : 1 |
| Huvudhöjd / huvuddiameter | 30 – 35 % | 45 – 50 % |
| Kantradie | Stor, slät | Liten, distinkt |
Svamphuvudet är bredare och lägre än ett runt huvud, men inte lika brett som ett fackverkshuvud. Den sitter i mitten – perfekt för plast, tunn metall och kompositmontage där genomdragning är ett problem men ett fackverkshuvud skulle se för skrymmande ut.
Material- och finishalternativ
| Material | Betyg | Avslutar | Typisk användning |
|---|---|---|---|
| Lågkolhaltigt stål | 1008, Q195 | Förzinkad (klar/blå/gul), svart oxid | Allmän industri, möbler, hjul |
| Rostfritt stål | 304, 316 | Passiverad, pärlblästrad | Utomhus, marin, medicinsk |
| Mässing | C26000 | Naturlackerad, antik, nickelpläterad | Dekorativa, elektriska, möbler |
Standardmått (stål, skaft 3–8 mm)
| Skaftdiameter (mm) | Huvuddiameter (mm) | Huvudhöjd (mm) | Piplängder (mm) | Kavitetsdjup | Gripområde (mm) |
|---|---|---|---|---|---|
| 3.0 | 6,5 – 7,5 | 1,0 – 1,2 | 4,5,6,8,10 | 45–55 % av längden | 1,5 – 4,0 |
| 4.0 | 8,5 – 10,0 | 1,2 – 1,5 | 5,6,8,10,12 | 45–55 % av längden | 2,0 – 5,5 |
| 5.0 | 10.5 – 12.5 | 1,4 – 1,7 | 6,8,10,12,15 | 45–55 % av längden | 2,5 – 7,0 |
| 6.0 | 12.5 – 15.0 | 1,6 – 2,0 | 8,10,12,15,20 | 45–55 % av längden | 3,0 – 9,0 |
| 8.0 | 16.0 – 20.0 | 2,0 – 2,5 | 10,12,15,20,25 | 45–55 % av längden | 4,0 – 12,0 |
Toleranser: Skaftdiameter ±0,05 mm, huvuddiameter ±0,15 mm, huvudhöjd ±0,10 mm, längd ±0,15 mm. Anpassade längder och huvuddiametrar tillgängliga.
Mekaniska egenskaper (5 mm stålsvamphuvud, satt i 2 mm ABS)
| Egendom | Värde |
|---|---|
| Enkel skjuvhållfasthet | 11 000 – 13 000 N |
| Utdragningsmotstånd (plast) | 3 500 – 4 500 N |
| Rekommenderad hålstorlek | Skaft + 0,15 – 0,20 mm |
| Inställningskraft | 1,2 – 2,0 ton |
Olika huvudtyper av nitar Nuote Metals Make
Nuote Metals tillverkar nitar med olika typer av huvud, såsom nitar med platt huvud, nitar med runda huvuden, nitar med försänkt huvud, nitar med fackverkshuvud, nitar med svamphuvud etc.
1. Nitar med platt huvud, inklusive solida nitar med platt huvud, halvrörsnitar med platt huvud, rörformiga nitar med platt huvud.



Vill du veta mer om våra plannitar? klicka bara 
2. Nitar med runda huvuden, inklusive solida nitar med runda huvuden och halvtubulära nitar med runda huvuden.


Klick  för att veta mer om våra nitar med runda huvuden.
för att veta mer om våra nitar med runda huvuden.
3. Nitar med försänkt huvud, inklusive solida nitar med försänkt huvud, halvrörsnitar med försänkt huvud, rörnitar med försänkt huvud.



Om du vill få mer information om nitar med försänkta huvud, vänligen klicka 
4. Truss head nitar, inklusive truss head solid nitar och truss head semi-tubular nitar.


Behöver du mer information om truss head nitar? Klicka bara 
5. Svamphuvudnitar, inklusive massiva svampnitar och halvrörsnitar av svamphuvud.


Klick  för att få mer information om våra svamphuvudnitar.
för att få mer information om våra svamphuvudnitar.
Två riktiga tillämpningar – från hjul till stolar
1. Svängbart hjul – spindelfäste (stål, förzinkat)
En tillverkare av kontorsstolshjul behövde fästa hjulstammen på fästet. Den ursprungliga designen använde en solid nit, men den höga inställningskraften deformerade vridhuset. De försökte med en halv-ihålig nit med rund huvud, men huvudet drogs genom det tunna metallfästet med tiden.
Vi rekommenderade astål svamphuvud semi-ihålig nit– 6 mm skaft, 15 mm huvuddiameter, förzinkat. Det breda svamphuvudet fördelade belastningen över konsolens yta, vilket förhindrade genomdragning. Det halv-ihåliga hålrummet minskade inställningskraften med 70 %, vilket eliminerar deformation. Förzinkningen matchade den befintliga finishen. Efter 100 000 dynamiska belastningscykler hade ingen nit lossnat eller gått sönder. Kunden konverterade alla hjulmodeller till vår svampnit.

2. Fällstol – sitsgångjärn (stål, förzinkat)
En tillverkare av hopfällbara stolar upplevde ett annat problem: den runda huvudniten vid gångjärnspunkten fastnade i klädseln i tyg. Huvudhöjden på 2,8 mm (för ett 5 mm skaft) fastnade på bandet under vikning. Kunderna klagade. Tillverkaren ville också ha ett bredare huvud för att förhindra att niten tippar i det överdimensionerade hålet.
Nuote Metals levererade enstål svamphuvud semi-ihålig nit– 5 mm skaft, 11 mm huvuddiameter, förzinkat. Huvudhöjden var bara 1,6 mm – tillräckligt låg för att rensa tyget. Huvudet på 11 mm överbryggade det slarviga hålet utan att behöva en bricka. Zinkplätering klarade 72 timmars saltspray för inomhus-/utomhusbruk. Efter två produktionskörningar på totalt 150 000 stolar, rapporterade kunden noll klagomål och noll gångjärnsfel.

Hur vi tillverkar svamphuvud Halvhåliga nitar – kall rubbning
Svamphuvudet är svårare att forma än ett runt huvud eftersom den breda, låga kupolen kräver exakt metallflöde. Vår process:
1. Tråddragning – Inkommande tråd (1008 stål, 304 rostfritt eller C260 mässing) dras till exakt skaftdiameter.
2. Cut-off – Tråden kapas till ämneslängden.
3. Första slaget (squaring) – Ämnet är centrerat och kvadratiskt.
4. Andra slaget (pre-heading) – En hårdmetallform grovformar svampens kupol.
5. Tredje slaget (sista rubriken) – Kupolen är myntad till slutlig form och planhet.
6. Piercing – En hårdmetallstans skapar den halv-ihåliga kaviteten.
7. Trimning (tillval) – Tar bort blixten från huvudkanten.
8. Tumling – Gradning och polering.
9. Plätering – Zinkplätering applicerad internt eller av certifierad partner.
Vi använder hårdmetallhuvuden polerade till Ra 0,1µm. Kupolen har en jämn, konsekvent radie – inga platta fläckar eller verktygsmärken.
För detaljer, se videon nedan:
Kvalitetssäkring – vad vi levererar
Varje parti med semi-ihåliga svampnitar från Nuote Metals inkluderar:
- Brukstestcertifikat (materialkemi, draghållfasthet, hårdhet)
- Dimensionell inspektionsrapport (10 stycken: huvuddia, huvud ht, skaft, längd, kavitetsdjup)
- Beläggningstjockleksrapport (zinkplätering)
- Intyg om överensstämmelse (signerat, batchspårbart)
Vi är ISO 9001:2015 certifierade. RoHS- och REACH-överensstämmelse är standard.

Transparenta policyer
- Prover– 20 stycken gratis (kunden betalar frakt)
- MOQ– 2 000 stycken (stål, standardstorlekar)
- Ledtid(lager) – 5–7 arbetsdagar
- Ledtid(beställningsfat) – 12–15 arbetsdagar
- Verktygsavgifter– Inget för standardverktyg för svamphuvuden (storlekar 3–8 mm)
Tre frågor vi svarar ofta på
F1: Hjulen använde ett 6 mm skaft med ett 15 mm svamphuvud. Det är ett förhållande på 2,5:1. Vilken är den maximala huvuddiametern du kan göra för ett givet skaft?
S: För kall styrning är den maximala praktiska huvuddiametern cirka 2,8 gånger skaftdiametern. Utöver det kan metallen inte flöda helt in i formhåligheten utan att orsaka veck eller tomrum. För ett 6 mm skaft är det största svamphuvudet vi på ett tillförlitligt sätt kan producera 17 mm. För ett 5 mm skaft är 14 mm gränsen. Om du behöver ett bredare huvud rekommenderar vi att du byter till ett fackverkshuvud eller lägger till en separat bricka. För hjulhuset var 15 mm inom vår förmåga och fungerade perfekt.
F2: Kan svamphuvudets semi-ihåliga nitar användas i plast utan att spricka bossen?
A: Ja – det är en av huvudfördelarna med svamphuvudet. Den breda, låga kupolen fördelar inställningskraften över ett större område än ett runt huvud. För plast rekommenderar vi en fatlängd exakt 1,0–1,5 mm längre än materialtjockleken. Använd också en press (inte en hammare) för att applicera stadig kraft. Till den fällbara stolslådan var gångjärnet i metall, men vi har använt svampnitar i ABS och polykarbonat med gott resultat. Skicka ditt plastprov till oss så testar vi.
F3: Ditt vanliga svamphuvud har en stor kantradie. Är det nödvändigt?
A: Ja. Radien är inte kosmetisk – den hindrar huvudet från att skära sig i mjuka material. En vass egg under huvudet skulle fungera som en kniv när materialet böjs. Vårt svamphuvud har en kontinuerlig radie på 0,3–0,5 mm från skaftet till ytterkanten. Detta eliminerar stresshöjare. För hjulet förhindrade den radien att fästet spricker runt nithålet. Till stolen höll det tyget från att nötas. Om du behöver en skarpare kant (t.ex. av dekorativa skäl) kan vi modifiera verktyget, men vi varnar dig om avvägningen.
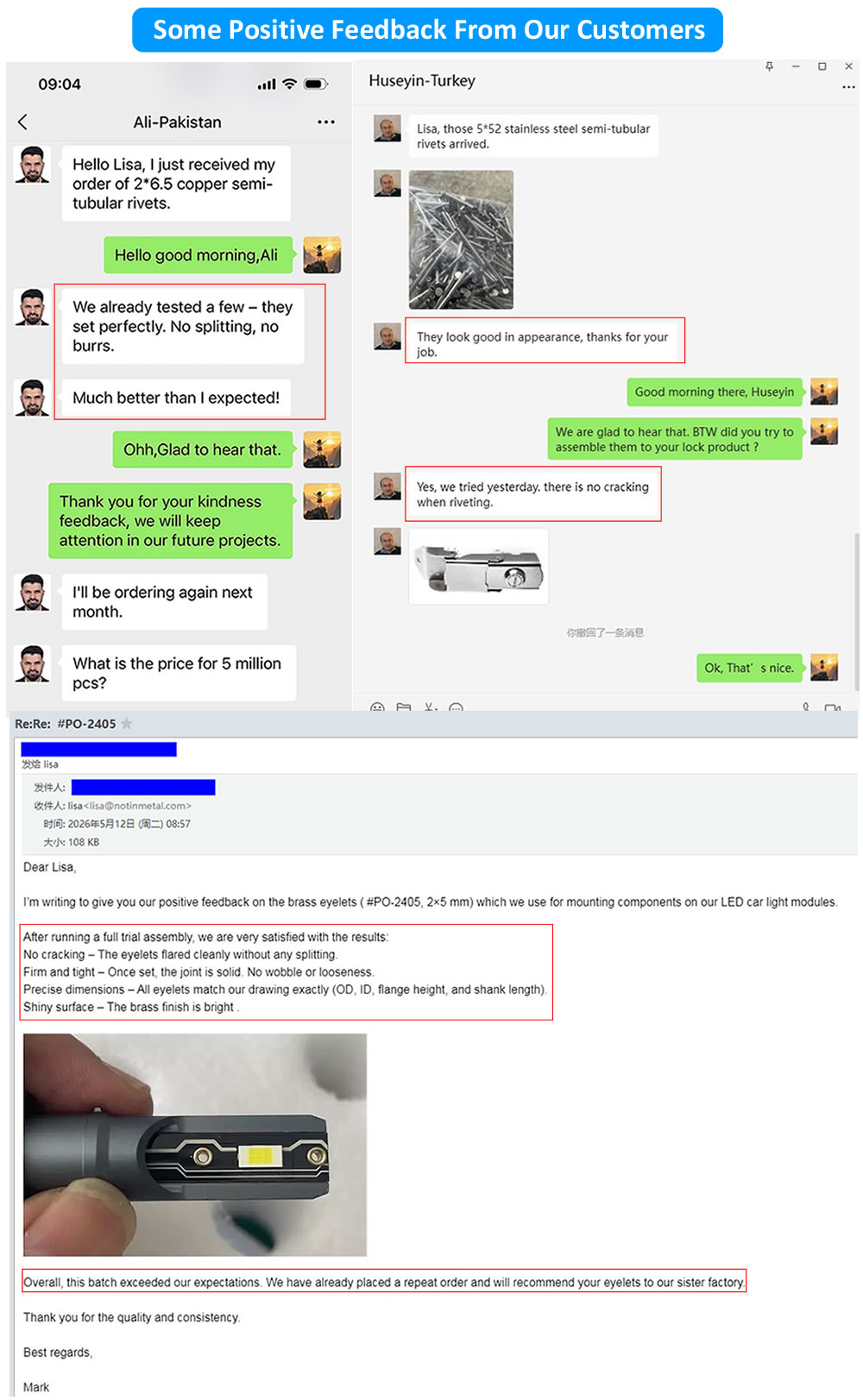
Hur sa kunderna vi samarbetade?
Bekräfta passformen på din faktiska montering
Varje material beter sig annorlunda. Istället för att gissa föreslår vi ett enkelt test. Berätta för oss din skaftdiameter, cylinderlängd och material. Vi producerar en liten sats och skickar den till dig. Ställ in dem i din faktiska komponent. Mät clinchen. Kontrollera huvudprofilen. Först då besluta om produktion.
KontaktaNuote Metals– skicka din ritning eller bara specifikationerna.
Hot Tags: Svamphuvud-semi-ihåliga nitar, Kina svamphuvudnitar, semi-ihåliga nitar
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.









X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy