
Produkter









Öljetter i rostfritt stål för canvas
Utomhus- och marina miljöer kräver korrosionssäker förstärkning. Vår fabrik i Kina, Nuote Metals, tillverkar specialanpassade öglor i rostfritt stål för canvas. Klass 304 eller 316 stål tål saltstänk, UV och fukt utan rostfläckar. Den rullade kanten skyddar tygkanterna från att fransa sig under spänning. Perfekt för båtöverdrag, lastbilspresenningar och markiser. Lös fel på fästelement under svåra förhållanden. Lita på oss för rostfria öljetter som håller längre än vanlig mässing eller zink.
Skicka förfrågan
Produktbeskrivning
Canvas är tufft. Den motstår att rivas, står upp mot solen och fäller regn. Men borra ett hål genom det – för en fastsättning, en ventil eller en snörningspunkt – och det hålet blir felpunkten. Rå canvas hål sträcker sig. Trådar slits. Genomföringar dras ut. Och om öglan rostar? Det fläckar tyget och försvagar hålet ytterligare.
Rätt förstärkning förändrar allt. Rostfria öglor för canvas rostar inte. De fläckar inte. De klämmer fast tyget, skyddar den skurna kanten och fördelar dragkrafter över en bred fläns. Till skillnad från mässing (som mattas) eller zinkpläterat stål (som så småningom korroderar), behåller rostfritt stål sitt grepp i salt luft, regn och UV.
Nuote Metalstillverkaröglor i rostfritt stål för canvasfrån 304 och 316 kvaliteter med progressiv djupritning (även känd som produktion av hålöglor). Denna process är helt automatiserad: en kontinuerlig remsa av rostfritt ark matas genom en överföringspress med en multistations progressiv form. Resultatet är en sömlös, gradfri ögla bildad i en enkel, snabb sekvens – inga sekundära operationer, ingen hantering mellan stegen.
Den här guiden ger dig den tekniska informationen först och visar sedan hur en tälttillverkare löste ett kostsamt fel.

Tekniska parametrar – Vad gör en rostfri ögla lämplig för canvas
Canvas är inte metall. Den är vävd, flexibel och benägen att nötas. En öljett för canvas måste ha specifika egenskaper, oavsett material.
Kritiska designfunktioner
| Särdrag | Krav | Varför det spelar roll |
|---|---|---|
| Sömlös tunna | Djupt dragen, ingen svetsad söm | En falsad pipa har en vass kant som skär av canvastrådar |
| Bred fläns | Ytterdiameter ≥ 1,8× innerdiameter | Förhindrar genomdragning under belastning |
| Slät pipände | Valsad eller myntad kant | Ingen vass metall för att slipa tyget |
| Korrosionsbeständighet | 500+ timmars saltspray (ASTM B117) | Canvas lever ofta utomhus |
Våröglor i rostfritt stål för canvasträffa alla fyra. Vi använder 304 rostfritt som standard (bra för allmän utomhus) och 316 för marin/kustmiljö.
Standardstorlekar för canvas
| Innerdiameter (mm) | Yttre fläns (mm) | Piplängd (mm) | Rekommenderad duktjocklek |
|---|---|---|---|
| 5.0 | 10.0 | 5.0 | 1,5 – 2,5 mm |
| 6.0 | 12.0 | 6.0 | 2,0 – 3,5 mm |
| 8.0 | 15.0 | 7.0 | 3,0 – 5,0 mm |
| 10.0 | 18.0 | 8.0 | 4,0 – 6,0 mm |
| 12.0 | 22.0 | 10.0 | 5,0 – 8,0 mm |
Toleranser: ID ±0,1 mm, fläns ±0,2 mm, pipa ±0,15 mm. Anpassade fatlängder tillgängliga för icke-standardiserade tygstaplar.
Materialkvaliteter och ytbehandlingar
Betyg Bästa miljöfinishalternativ Saltspray (ASTM B117)
304 Allmänt utomhus, regn, sol Passiverad (standard), pärlblästrad 200 – 500 timmar
316 Marin, kustnära, saltspray Passiverad, elektropolerad 1 000+ timmar
Passivering ingår utan extra kostnad. Det tar bort fritt järn från ytan och återställer kromoxidskiktet.
One Customer's Story – En tälttillverkares vändpunkt
En tillverkare av expeditionstält för alpina och kustnära miljöer stod inför ett återkommande garantikrav. Deras fyrasäsongstält använde mässingsöglor för knutband. Efter en säsong i salt luft eller kraftigt regn, fläckades mässingen kraftigt – och i vissa fall utvecklade det grönt ärg som färgade tälttyget. Ännu värre, lacken gjorde öglorna sträva och nöts av sprintlinjerna.
De provade rostfritt stål från en annan leverantör, men öljetterna hade en vass innerkant som skar tyget under installationen. De behövde en ögla av rostfritt stål för canvas som var riktigt slät, verkligen korrosionsbeständig och lätt att ställa in.
Nuote Metalsmedföljer 316 öglor i rostfritt stål för canvas (8 mm ID, 15 mm fläns, 7 mm piplängd, passiverad). Den djupdragna pipan hade ingen söm. Den inre kanten var rullad, inte klippt. 316-kvaliteten motstod saltspray i över 1 000 timmar i ASTM B117-testning. Vi tillhandahöll också en matchad inställningsstans för att säkerställa konsekvent roll-over utan tygskador.
Tälttillverkaren testade 500 öljetter i sin produktionslinje. Noll installationsrevor. Efter två fältsäsonger i Patagonien och det skotska höglandet, ingen rost, inga fläckar, ingen lossning. Garantianspråken relaterade till öglefel sjönk till noll. Kunden specificerar nu öglor i rostfritt stål för canvas över hela sin produktlinje – från ultralätta backpacking-tält till basecamp-skydd.

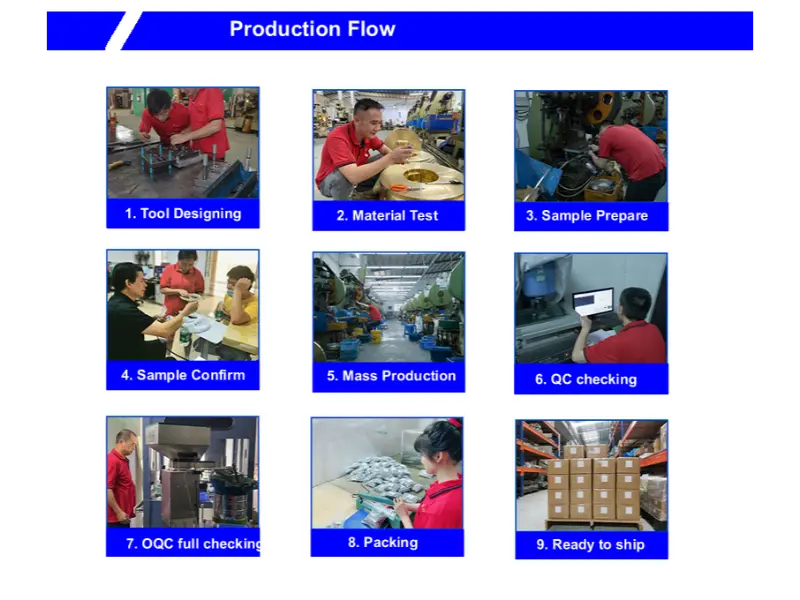
Hur vi tillverkar öljetter av rostfritt stål för canvas – en kontinuerlig process
Vår produktion är inte en samling separata steg. Det är en enda, automatiserad progressiv form som förvandlar rostfritt ark till färdiga öglor på några sekunder.
Råvarukvitto –Certifierade rullar av 304 eller 316 rostfri plåt (tjocklek vald baserat på slutlig tunnellängd) erhålls från godkända bruk. Varje spole har ett värmenummer för full spårbarhet.
Inkommande materialinspektion –Varje spole testas med en spektrometer för att verifiera innehållet av krom, nickel och (för 316) molybden. Tjockleken mäts med en lasermikrometer. Spolar som inte uppfyller våra interna standarder kasseras vid dörren.
Progressiv djupdragsstämpling –Spolen matas in i en överföringspress med en multistations progressiv form. I en kontinuerlig, automatiserad sekvens, tärningen:
Tömmar en skiva från remsan
Första dragningen (grund kopp)
Andra dragningen (djupare bägare)
Tredje dragningen (slutlig piplängd)
Genomborrar botten för att skapa innerdiametern
Myntar flänsen platt och parallell
Rullar pipkanten för att ta bort skärpa
Separerar den färdiga öglan från bärremsan
Ingen hantering. Inga sekundära operationer. Varje ögla är utformad på samma sätt, med hastigheter på 80–150 slag per minut.
Första artikelinspektion (FAI)– När en ny dyna sätts upp eller en ny spole introduceras dras de första 20 öglorna. En fulldimensionell rapport genereras: innerdiameter, yttre fläns, cylinderlängd, flänstjocklek, koncentricitet. Kunden får denna rapport för godkännande.
Pågående inspektion– Under massproduktion kontrollerar operatörer kritiska dimensioner (ID, fatlängd) var 500:e stycke. En lasermikrometer på pressen ger feedback i realtid. Varje drift utanför toleransen utlöser ett omedelbart pressstopp.
Rengöring (avfettning)– Efter stämplingen passerar öglorna genom ett ultraljudsrengöringsbad för att avlägsna dragande smörjmedel och metallpartiklar. Detta säkerställer en orörd yta för passivering.
Slutlig utgående besiktning– Före förpackning är varje batch 100 % optiskt sorterad. Kameror kontrollerar ID, OD, cylinderlängd och flänsens planhet. Avslag matas ut automatiskt. Ett slumpmässigt prov (AQL 1.0) tas sedan för manuell verifiering och saltspraytestning (per-batch-basis för kritiska beställningar).
Paketering och frakt– Godkända öglor räknas och packas i antistatiska polypåsar och sedan i kartonger. Etiketterna inkluderar artikelnummer, batchnummer och kvantitet. Ett certifikat om överensstämmelse, fabriksprovningscertifikat och dimensionsrapport bifogas.
Detta disciplinerade arbetsflöde säkerställer att varje ögla i rostfritt stål för duk som lämnar vår fabrik är identisk med den första artikeln – och till den sista.
Du kan också besöka vår video för att veta hur vi gör en öljett
Kvalitetsdokumentation – vad du får
Varje försändelse inkluderar:
- Brukstestcertifikat (kemi, hårdhet per värmenummer)
- Första artikelinspektionsrapport (för nya stansar eller nya spolar)
- Dimensionell inspektionsrapport (10 öglor från partiet)
- Passiveringscertifikat (ASTM A967-överensstämmelse)
- Intyg om överensstämmelse (signerat, batchspårbart)
Nuote Metalsär ISO 9001:2015 certifierad. RoHS- och REACH-deklarationer tillhandahålls för alla material.

Policyer för produktionsorder
- Minsta beställningskvantitet – 2 000 stycken (304), 3 000 stycken (316)
- Ledtid (lagerstorlekar) – 5–7 arbetsdagar
- Ledtid (anpassad fat) – 10–12 arbetsdagar
- Verktygsladdningar – Inga för standardstorlekar (5–12 mm ID)
- Returer – Defekta delar byts ut på vår bekostnad
Lyssna på våra kunders ordspråk
Tre frågor vi svarar ofta på
F1: Jag ser att du erbjuder både 304 och 316 rostfritt. För ett tält som används vid kustcamping (saltspray), är 316 nödvändigt?
S: För tillfällig användning vid kusten (en vecka per år) är 304 vanligtvis tillräckligt. Våra passiverade 304-öglor står emot 200–500 timmars saltspray. För kontinuerlig exponering vid kusten – ett tält som satts upp nära havet i månader, eller ett segelskydd – rekommenderar vi 316. Molybdenet i 316 förhindrar gropkorrosion som kan uppstå även på 304. För tälttillverkarfallet ovan valde de 316 eftersom deras tält användes under patagoniska kustförhållanden. Om du är osäker kan vi skicka provexemplar av båda betygen till dig. Du kan exponera dem för din miljö.
F2: Kan öglor av rostfritt stål för duk installeras med en handhammare och matrisset, eller behöver jag en press?
A: Båda fungerar. För låga volymer (under 500 öglor) fungerar en handhammare med ett konkavt städ och en inställningsstans bra. Placera öglan på en stålplåt, sätt in stansen och slå en gång. För produktionsvolymer rekommenderar vi en manuell arborpress eller en pneumatisk press – mer konsekvent, mindre utmattning. Vi tillhandahåller en inställningsguide med rekommenderade kraftintervall för varje storlek. För tälttillverkaren använde de en fotmanövrerad press på 1,2 ton för 8 mm öglan.
F3: Dina öglor är djupdragna från arket. Hur skiljer det sig från öljetter i tubstil, och varför spelar det någon roll för canvas?
S: Slangliknande öglor utgår från ett svetsat eller falsat rör. Den sömmen skapar en liten ås på insidan av pipan. När pipan rullar över under härdningen kan sömmen skära in i dukfibrerna. Djuptdragna öglor har ingen söm – pipan är ett enda, sammanhängande metallstycke. Våra öglor i rostfritt stål för canvas är djupdragna. Pipan rullar smidigt utan några skarpa övergångar. För tälttillverkaren eliminerade det tygets sönderrivning de upplevde med en konkurrents ögla i tubstil.
Verifiera innan du beställer
Varje duk är annorlunda. En fatlängd som fungerar för 18 oz bomullsanka kan vara fel för 10 oz polyesterbelagd duk.
Nuote Metalserbjuder ett enkelt test. Skicka oss ett 10cm x 10cm prov av din canvas. Berätta för oss vilken innerdiameter du behöver. Vi kommer att ställa in våröglor i rostfritt stål för canvasi ditt material och lämna tillbaka monteringen till dig. Ingen avgift. Ingen skyldighet.
Kontakta oss med din canvastyp och önskad öljettstorlek. Din testmontering skickas inom tre arbetsdagar.
Hot Tags: Rostfria öljetter för duk, öljetter i rostfritt stål, Kina fabrik för öljetter av rostfritt stål
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.







X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy