
Produkter









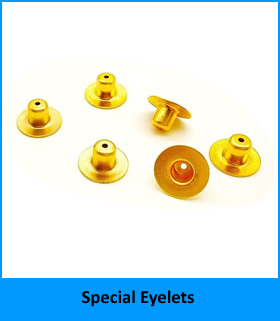
Stansad ögla
Behöver du en pålitlig hålögla? Från vår fabrik i Kina producerar Nuote Metals anpassade hålöglor för presenningar, banderoller och utomhusutrustning. Den stansade designen säkerställer rena hål utan tygförvrängning, tillgänglig i mässing, järn, rostfritt stål eller aluminium. Perfekt för gör det själv och tillverkare som söker snabb förstärkning. Lös kantslitage med öglor som installeras på några sekunder. Lita på oss för konsekventa dimensioner och snabb leverans.
Skicka förfrågan
Produktbeskrivning
För att förstärka hål i tyg, läder eller tunn plåt erbjuder denna komponent en enkel, permanent lösning. Till skillnad från dragna eller rörformiga alternativ, astansad öglabildas genom att extrudera en cylinder från en platt skiva – vilket resulterar i en sömlös, gradfri del som är lämplig för montering i stora volymer.
Nuote Metalsföljer ett strikt sjustegs tillverkningsprotokoll för varje beställning, från materialförsörjning till slutlig inspektion. Den här guiden beskriver vår process, materialalternativ, dimensionsdata och transparenta kvalitetspolicyer.

Verkliga applikationer
Fodral 1 – Dekorativa leksakskniv (ABS-plast, mässingshål)
En leksakstillverkare ville lägga till ett realistiskt premiumutseende till sin lekknivsserie. Designen krävde små metallprickar runt bladet och handtaget för att efterlikna utseendet av nitar på ett riktigt verktyg. Dessa accenter var rent dekorativa – inte bärande. Kraven var: glänsande, barnsäkert, lätt att installera och tillräckligt säkert för att klara hård lek.
Vi levererade hålkomponenter i mässing (3 mm innerdiameter, 6 mm ytterfläns, 2 mm kort piplängd, lackerad finish). Den grunda cylindern tillät öglan att sitta nästan jämnt mot ABS-ytan. Den ljusa mässingsfinishen gav leksaken ett exklusivt, "äkta" utseende. Eftersom den stansade öglan inte har några skarpa grader, klarade den alla säkerhetstester för fingersnabb. Vi rekommenderar en enkel installation med värmeinsats: värm öglan något och tryck in den i en förgjuten fördjupning. Efter 10 000 fall- och slagcykler hade ingen av de dekorativa öglorna lossnat eller fallit ut. Kunden använder nu våra hålhål i mässing över fyra leksaksmodeller som ett signaturdesignelement.

Fall 2 – Presenning fästpunkt
En industriell presenningstillverkare behövde ett korrosionsbeständigt ögla för tunga lastbilsöverdrag som utsätts för vägsalt och regn. De tidigare aluminiumöglorna deformerades under hög spänning och korroderade efter en vinter. De krävde en starkare, rostsäker lösning som kunde stå emot 200 kg dragkraft.
Vi rekommenderade mässingshåldelar (8 mm innerdiameter, 15 mm yttre fläns, 8 mm cylinderlängd, lackerad yta). Mässingsmaterialet erbjöd utmärkt korrosionsbeständighet under utomhusförhållanden samtidigt som det var lätt att ställa in. Den stansade öglans sömlösa cylinder rullade stadigt mot PVC-tyget och förhindrade genomdragning. Den breda mässingsflänsen fördelade belastningen jämnt, vilket eliminerade deformation. Efter två års fältanvändning över 5 000 presenningar rapporterades noll fel. Kunden har sedan dess konverterat alla tunga överdrag till våra hålhål i mässing.

Olika typer av öljetter vi kan göra
Nuote Metalstillverkar olika typer av öglor, såsom mässingsöglor, stålöglor, rostfria öglor, aluminiumöglor, kopparöglor och speciella öglor.





Tekniska parametrar – Material och mått
Vi erbjuder dessa öljetter i fyra materialfamiljer.
Materialalternativ
| Material | Betyg | Typisk finish | Korrosionsbeständighet |
|---|---|---|---|
| Mässing | C26000 | Lackerad, antik, nickel | Bra (inomhus/marin) |
| Lågkolhaltigt stål | SPCC, Q195 | Förzinkat (klar/blå/gul) | Måttlig till bra |
| Aluminium | 5052, 1100 | Klar eller färganodiserad | Bra (saltspray 100+ timmar) |
| Rostfritt stål | 304, 316 | Passiverad, pärlblästrad | Utmärkt (marin/kemisk) |
Standarddimensionellt område
| Innerdiameter (mm) | Yttre fläns (mm) | Piplängd (mm) | Gripområde (mm) |
|---|---|---|---|
| 3.0 | 6,0 – 6,5 | 3,4,5 | 1,0 – 3,5 |
| 4.0 | 7,5 – 8,0 | 4,5,6 | 1,5 – 4,5 |
| 5.0 | 9,0 – 10,0 | 5,6,7 | 2,0 – 5,5 |
| 6.0 | 10.5 – 11.5 | 6,7,8 | 2,5 – 6,5 |
| 8.0 | 13.5 – 15.0 | 7,8,10 | 3,0 – 8,0 |
| 10.0 | 16.0 – 18.0 | 8,10,12 | 3,5 – 10,0 |
Vi har faktiskt mer än 3000 olika storlekar av öljetter i lager, här är bara listade några storlekar.
Produktionsprocess i sju steg
Vi följer detta arbetsflöde för varje batch.
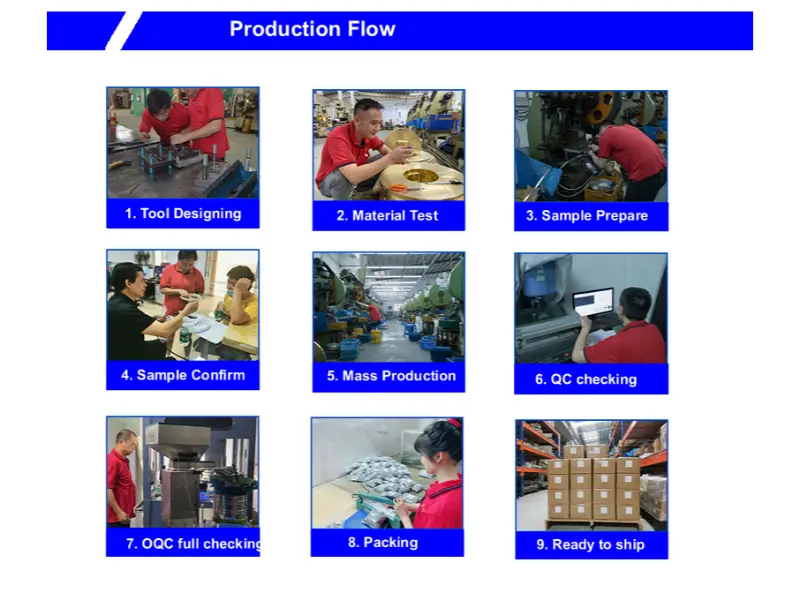
Steg-för-steg från råmaterial till färdig del
2. Materialinspektion– Inkommande spolar testas med en spektrometer för att verifiera den kemiska sammansättningen. Tjockleken kontrolleras med en lasermikrometer.
3. Anpassning eller installation av verktyg– För nya dimensioner konstruerar och bearbetar vi progressiva formverktyg i hårdmetall (ledtid 15–25 dagar). För standardstorlekar installerar och riktar våra tekniker den befintliga formen.
4. Första artikelinspektion– Pressen kör 20–50 provbitar. Vårt QA-team mäter varje dimension (ID, OD, cylinderlängd, flänstjocklek). Prover skickas till kunden för godkännande.
5. Massproduktion– Efter godkännande går pressen med 200–600 slag per minut, vilket ger upp till 30 000 komponenter per timme. Kontroller under processen sker var 2 000:e stycke.
6. Plätering på underleverantörer (om så krävs)– För stål- eller mässingsdelar som kräver zink, nickel eller antika ytbehandlingar skickar vi partier till våra certifierade pläteringspartners. Pläteringstjockleken verifieras av XRF.
7. Slutlig utgående inspektion– Färdiga partier är 100 % optiskt sorterade för kritiska dimensioner. Ett slumpmässigt urval (AQL 1.0) tas för fulldimensionell och pull-testverifiering. Ett certifikat om överensstämmelse utfärdas med varje försändelse.
Detta arbetsflöde i sju steg säkerställer att varjestansad öglalämnar vår fabrik uppfyller de toleranser och materialegenskaper vi lovar.
Se vår video för att veta hur vi gör öljetter
Kvalitetssäkring och certifieringar
Vi upprätthåller följande för varje batch:
- Certifieringsomfång
- ISO 9001:2015 Fullständigt kvalitetsledningssystem
- RoHS (2011/65/EU) Gränsvärden för bly, kadmium, kvicksilver (SGS-testad)
- REACH SVHC-deklaration (nuvarande lista)
- Konfliktmineraler DRC-fri deklaration
Varje försändelse inkluderar ett fabrikstestcertifikat, dimensionsinspektionsrapport, certifikat för pläteringstjocklek (om tillämpligt) och ett signerat certifikat om överensstämmelse.

Transparenta policyer
- Exempelpolicy – 20 gratis stycken för alla standardstorlekar (kunden betalar frakt)
- Minsta orderkvantitet – 2 000 stycken för stål/mässing; 5 000:- för rostfritt/aluminium
- Ledtid – 5–7 arbetsdagar för lagerförda storlekar; 12–15 dagar för anpassade ytbehandlingar
- Verktygsladdningar – Inga för standard-ID och fatlängder
- Returpolicy – Defekta delar byts ut utan kostnad
Nuote Metalstar inte betalt för omkvalificering eller omprovtagning när toleranser inte uppfylls.
Vanliga frågor
F1: Vad är skillnaden mellan en stansad ögla och en tubulär nit?
S: Den största skillnaden ligger i hur var och en är gjord. Vårstansad ögla(även kallad en djupdragen ögla) bildas av en platt metallplåt genom en progressiv djupdragningsprocess: vi stansar ett ämne, drar det sedan i en kopp och sticker till sist igenom botten för att skapa hålet. Detta resulterar i en sömlös komponent i ett stycke med en slät cylinder och inga skarvar. En rörformig nit, däremot, börjar från ett metallrör (sömlöst eller svetsat). Röret skärs till i längd, sedan rullas eller rullas ena änden för att bilda flänsen. Eftersom den använder förgjorda rör, kan en rörformig nit ha en synlig söm (om den är svetsad) och har vanligtvis en tunnare vägg än en dragen ögla med samma diameter. För applikationer som kräver en ren, gradfri borrning och maximalt utdragningsmotstånd i mjuka material (läder, tyg, plast) rekommenderar vi vårt stansade ögla. För högvolym, billig metall-till-metall-fästning där en synlig söm är acceptabel, kan det räcka med en rörnit.
F2: Kan komponenter med hål i rostfritt stål tillverkas utan att spricka?
A: Ja, men med specifika kontroller. Rostfritt stål (särskilt 304) härdar snabbt under extrudering. Vi använder polerade hårdmetallformande stansar och flerstegsextrudering (tre lätta slag istället för ett tungt slag) för att förhindra sprickbildning. Ett högpresterande klorfritt smörjmedel appliceras också. För cylinderlängd större än 1,5× ID rekommenderar vi mellanglödgning eller byte till 316 rostfritt. Vår interna avvisningsfrekvens för rostfria versioner är 0,6 % – under branschgenomsnittet.
F3: Hur väljer jag rätt piplängd för en hålögla när materialstapeln innehåller skum eller stoppning?
S: Mät stapeltjockleken under verkligt klämtryck (inte i vila). Välj sedan en cylinderlängd som överstiger den komprimerade tjockleken med 1,0–1,5 mm. Till exempel, om skum komprimeras från 5 mm till 2 mm under 2 kg/cm², använd en cylinderlängd på 3,0–3,5 mm. Nuote Metals erbjuder provsatser som innehåller flera fatlängder så att du kan testa clinch-bildning på ditt faktiska material. Vi tillhandahåller också en gratis greppomfångsräknare – skicka oss dina materialstaplar för en rekommendation.
Varför välja oss
- Fyra materialfamiljer – mässing, stål, aluminium, rostfritt (304/316)
- Internt verktyg – inga externa stansladdningar för standardstorlekar
- 100 % optisk sortering – eliminerar dimensionellt icke-överensstämmande delar
- Gratis provprogram – provpassning innan du beställer produktionskvantiteter
- Full spårbarhet – MTC, CoC och pläteringsrapporter med varje beställning
KontaktaNuote Metalsidag för att begära ett provpaket eller ett efterlevnadspaket.
Hot Tags: Stansade öglor, Kina öljetter Factory, Kina öljetter
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.









X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy