
Produkter






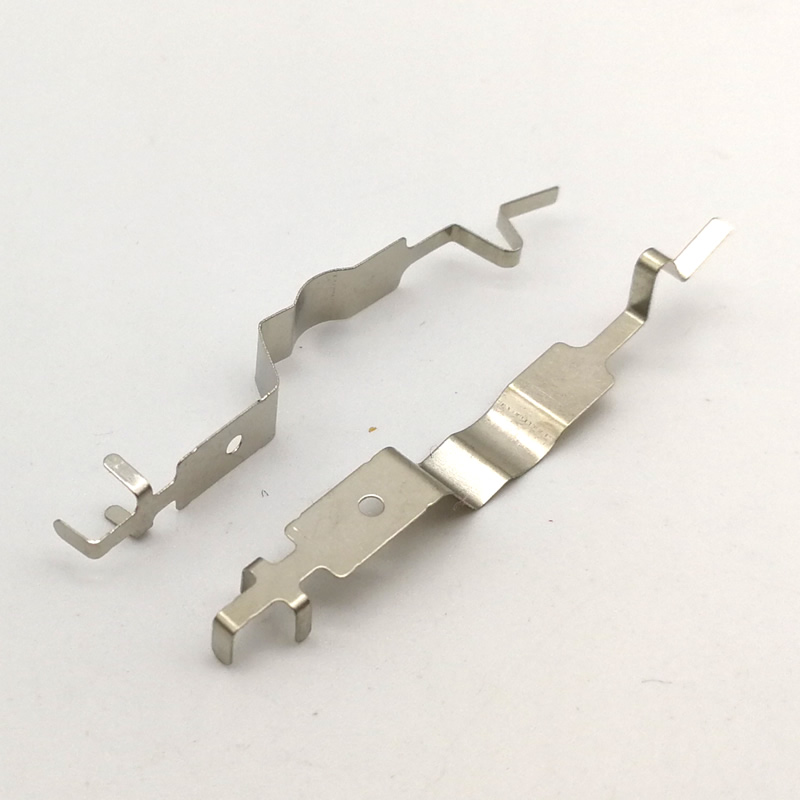
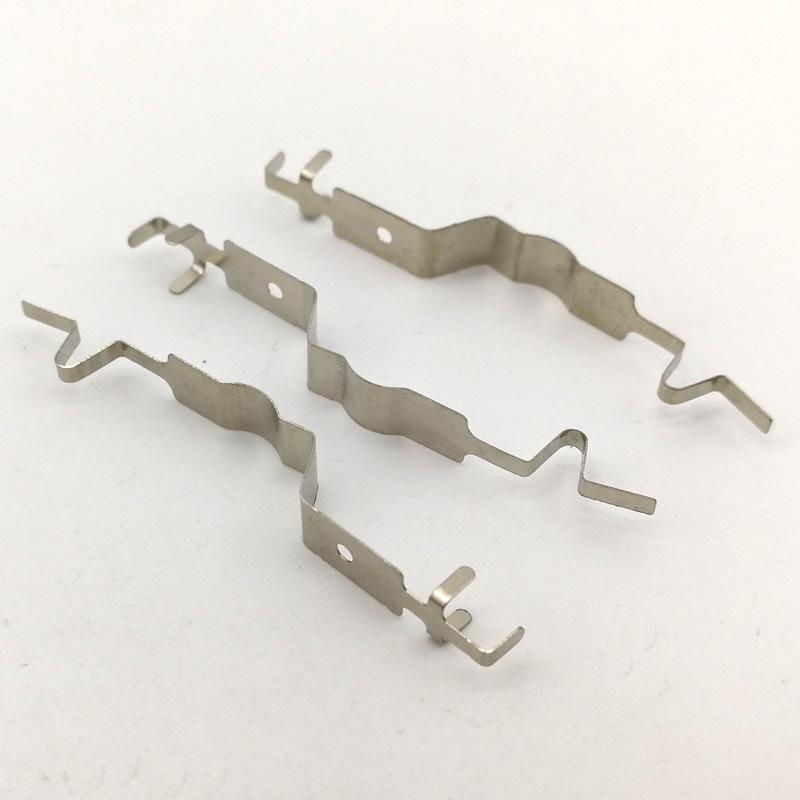
Stämpling av små delar
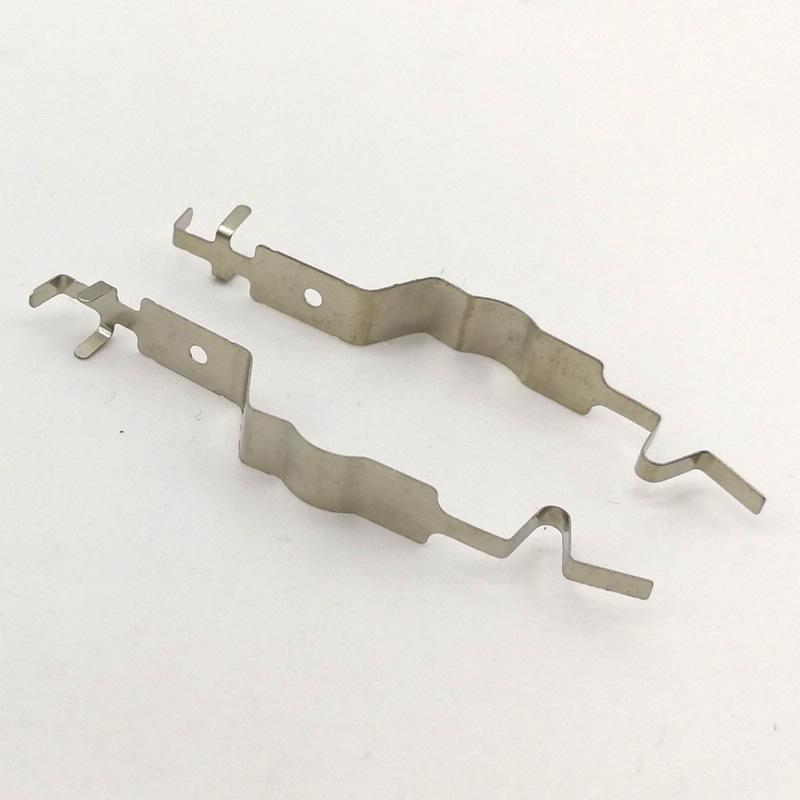
Från Kina erbjuder Nuote Metals tillverkare anpassade stämpling av små delar för elektronik och medicinsk utrustning. Precisionsformar skapar små komponenter med snäva toleranser. Lös miniatyriseringsutmaningar på ett tillförlitligt sätt. Lita på tillverkaren för kvalitet i varje liten detalj.
Skicka förfrågan
Produktbeskrivning
I en värld av metallformning erbjuder storlek unika utmaningar. Stämpling av små delar – komponenter som bara mäter några millimeter eller väger bråkdelar av ett gram – kräver specialutrustning, verktyg och processkontroll. En liten grad eller en dimensionsförskjutning på 0,02 mm kan göra en hel batch oanvändbar.
Nuote Metalshar dedikerade produktionslinjer specifikt förstämpling av små delar. Våra pressar, matningar och matriser är optimerade för miniatyrkomponenter som används i elektronik, medicinsk utrustning, urtillverkning och precisionssystem för fordon. Vi tillverkar stansade små delar med hastigheter upp till 1 200 slag per minut, med toleranser som hålls till ±0,01 mm.

Vad är stämpling av små delar?
Stämpling av små delarär metallkomponenter som typiskt kännetecknas av:
Maximal dimension – Under 30 mm i alla riktningar
Materialtjocklek - Vanligtvis 0,1 mm till 1,5 mm
Vikt – Ofta mindre än 5 gram
Komplexitet – kan inkludera flera böjar, genomborrade hål, präglade detaljer eller myntade ytor
Exempel på stämpling av små delar inkluderar kontaktstift, fjäderkontakter, skärmkåpor, batteripoler, klocklänkar, sensorfästen och kirurgiska instrumentspetsar.
Ekonomin avstämplade delarär unika. Medan styckepriset är lågt, är verktyget tätt (många hålrum per form), och kvalitetskraven är exceptionellt höga. Nuote Metals har förfinat processen för att leverera tillförlitlighet i stor skala.
Varför välja Nuote Metals för stämpling av små delar?
Specialiserade pressar för smådelar
Standard stämplingspressar är inte idealiska förstämplande delar. Nuote Metals driver höghastighetsprecisionspressar med:
Korta slaglängder – 10 mm till 30 mm (minskar lufttid, ökar SPM)
Vibrationsdämpade ramar – Upprätthåller stansinriktningen vid höga hastigheter
Servomatningar med ±0,02 mm noggrannhet – viktigt för tunn, smal spole
In-die-sensorer – Upptäck felmatningar, delutkastning och verktygsslitage
Verktyg designat för miniatyrfunktioner
Våra dör förstämpling av små delaranvända:
Mikroslipade hårdmetallstansar – Diametrar så små som 0,3 mm
Volframkarbidskär – Tål slitage under höga cykler
Positiv delutkastning – Luft- eller fjäderstift förhindrar fastsättning
Optiska verifieringsstationer – In-die kameror för kritiska dimensioner
Renrum och hanteringsprotokoll
Små delar går lätt bort eller förorenas.Nuote Metalsupprätthåller:
Dedikerade förpackningslinjer för små delar – Antistatiska brickor, tejp-och-rulle eller anpassade påsar
Magnetiska och vibrerande matare – För automatisk räkning och packning
100 % visuell inspektion – Förstorad för ytdefekter som är osynliga för blotta ögat
Kontrollera videon för att se hur vi gör stämplingsdelar
Tekniska specifikationer för stämpling av små delar
Materialalternativ
| Material | Vanlig tjocklek (mm) | Typiska smådelar |
|---|---|---|
| Lågt kolstål (SPCC, 1008) | 0,15 – 1,0 | Brickor, distanser, clips |
| Rostfritt stål (304, 301 halvhårt) | 0,10 – 0,8 | Fjäderkontakter, medicinska blad |
| Mässing (C260, C268) | 0,10 – 0,8 | Kontaktstift, terminaler |
| Fosforbrons (C5191) | 0,10 – 0,5 | Reläfjädrar, växla blad |
| Berylliumkoppar (C17200) | 0,10 – 0,5 | Högpresterande fjädrar, batterikontakter |
| Aluminium (5052, 1100) | 0,15 – 1,0 | EMI-sköldar, värmespridare |
| Nysilver | 0,10 – 0,5 | Dekorativ elektronisk trim, korrosionsbeständiga kontakter |
Dimensionsmöjligheter för stämpling av små delar
Nuote Metalsuppnår följande toleranser påstämpling av små delar.
| Parameter | Standardkapacitet | Högprecisionskapacitet (på begäran) |
|---|---|---|
| Minsta dellängd/bredd | 1,0 mm | 0,8 mm |
| Minsta håldiameter | 0,3 mm (0,5 mm för tjockare material) | 0,2 mm (med hårdmetallstans) |
| Hål till hål mitttolerans | ±0,025 mm | ±0,010 mm |
| Tom konturtolerans | ±0,025 mm | ±0,015 mm |
| Böjningsvinkel | ±0,5° | ±0,3° |
| Planhet (längd över 10 mm) | ±0,05 mm | ±0,02 mm |
| Gradhöjd (klippta kanter) | ≤0,03 mm | ≤0,01 mm (med sekundär gradning) |
| Tolerans för mynttjocklek | ±0,010 mm | ±0,005 mm |
Produktionshastigheter och volymer
| Materialtjocklek | Typisk presshastighet (SPM) | Daglig produktion (per skift) | Minsta ekonomisk beställning |
|---|---|---|---|
| 0,1 – 0,3 mm | 800 – 1 200 | 400 000 – 600 000 | 500 000 stycken |
| 0,3 – 0,8 mm | 400 – 800 | 200 000 – 400 000 | 200 000 stycken |
| 0,8 – 1,5 mm | 200 – 400 | 100 000 – 200 000 | 100 000 stycken |
Notera:stämpling av små delarvid lägre volymer kan vara mer ekonomiskt med laserskärning eller kemisk etsning.Nuote Metalsger processrekommendationer vid offert.
Typiska formkonfigurationer för stämpling av små delar
| Die typ | Antal stationer | Typiska hålrum per bandbredd | Bäst för |
|---|---|---|---|
| Enkelrads progressiv | 8 – 20 | 1 – 2 | Komplexa delar med böjar, mynt eller flera piercingar |
| Flerrads progressiv | 10 – 30 | 4-16 | Enkla platta delar (brickor, clips, terminaler) |
| Överföringsmatris | 6-12 | 1 (men stor remsa) | Större små delar (över 15 mm) som kräver kraftig formning |
Vianvänder flerradsformar för hög volymstämplande delar, vilket minskar bandavfall och ökar produktionen per pressslag.
Tillämpningar av stämpling av små delar
Nuote Metalsförnödenheterstämplande liten dels till industrier där precision i miniatyrskala är uppdragskritisk.
Elektronik och kontakter
USB- och HDMI-kontaktstift (mässing eller fosforbrons)
SIM-korthållarkontakter (rostfritt stål, nickelpläterade)
Batterifjäderkontakter för wearables
Avskärmande fingrar och jordklämmor (berylliumkoppar)
Blyramar för sensorer och lysdioder
Medicinsk utrustning
Kirurgisk häftapparat städ och kassettkomponenter
Dentala verktygsspetsar (rostfria, vassa kanter)
Implanterbara enhetskontakter (titan eller 316L rostfritt)
Låsringar för kateternav
Diagnostiska testremskontakter (guldpläterade)
Fordon och elbilar
Säkringsdosans anslutningar (tennpläterad mässing)
Kabelkabelklämmor (fjäderstål)
Sensormonteringsfästen (tunna rostfria)
Laddningsportkontaktblad
Samlingsskenor för batterihanteringssystem (litet format)
Urmakeri och mikromekanik
Gear tågbroar (mässing)
Handinställande skaft (stämplade ämnen för vidare bearbetning)
Fodral fjäderklämmor
Rörelse distansringar
Konsumentprodukter
Hörlursladdningskontakter (guldpläterade rostfria)
Drönarmotormonteringsplattor (aluminium)
Fjärrkontroll batteriterminaler
Blixtlåsreglage och dragflikar (litet stansat stål)
Spännekomponenter för ryggsäckar
Kvalitetssäkring för stämpling av smådelar – EEAT i praktiken
Nuote Metalstillämpar specialiserade kvalitetsprotokoll för miniatyrkomponenter.
Erfarenhet av Micro-Tooling
Våra verktygstillverkare har årtionden av erfarenhet av att slipa stansar så små som 0,3 mm i diameter. Vi använder tråd-EDM och jiggslipning för att uppnå stansavstånd på 5–8 % per sida – avgörande för ren klippning av tunna material utan grader.
Expertis inom högförstoringsinspektion
Standardmätverktyg är otillräckliga för att stämpla små delar. Nuote Metals använder:
Synmätningssystem – 100x förstoring med submikronupplösning
Keyence lasermikrometrar – Beröringsfri mätning vid 1 000 avläsningar/sekund
Svepelektronmikroskopi (SEM) – För felanalys och kantkvalitetsverifiering (utlokaliserad vid behov)
Auktoritet genom industristandarder
Vårstämpling av små delarfölja:
ISO 9001:2015 – Kvalitetsledning
IPC-610 – Acceptans av elektroniska sammansättningar (för anslutnings- och kontaktdelar)
RoHS & REACH – Materialöverensstämmelse för elektronik
IATF 16949 – Bilkvalitet (tillgänglig för bildelar)
Förtroende genom 100 % automatiserad inspektion
För kritisk stämpling av små delar,Nuote Metalsimplementerar:
In-die optiska sensorer – Verifiera delnärvaro och grundläggande geometri vid 1 200 SPM
Synsortering efter stämpel – Avvisar delar med dimensions- eller ytdefekter
Tape-and-reel med automatisk räkning – Säkerställer exakta kvantiteter utan att sakna bitar
Vanliga utmaningar vid stämpling av smådelar och hur Nuote Metals löser dem
| Utmaning | Rotorsak | Nuote Metals Solution |
|---|---|---|
| Grader på mikrohål | Stämpelavböjning eller felaktigt spelrum | Hårdmetallstansar med styrda avdragarplattor; frigång optimerad per tjocklek |
| Del som fastnar vid stans (plockning) | Vakuum eller statisk laddning | Positiv luftutkastning; belagda stansar (TiN eller DLC); antistatisk jonisator |
| Dimensionell inkonsekvens över bandbredden | Ojämn spolespänning eller matningsfel | Servomatning med sluten kretsstyrning; plattång med nyprullar |
| Böjda eller vridna delar efter stämpling | Kvarstående stress från myntande eller böjning | In-line stressavlastning (värme); motböjningsstationer |
| Saknade delar under förpackningen | Statisk attraktion eller liten storlek | Antistatiska brickor; automatiska vibrationsmatare med räknesensorer |
Vanliga frågor om stämpling av små delar
Nedan följer de vanligaste tekniska förfrågningarna som kommer in tilloss angåendestämplande delar.
F1: Vilken är den minsta storleken på stämpling av små delar som Nuote Metals kan producera?
S: Nuote Metals har producerat stansade små delar så små som 0,8 mm i längd och 0,3 mm i bredd, med en materialtjocklek på 0,1 mm. Det praktiska minimumet beror på egenskapens komplexitet. För en enkel platt bricka eller kontaktdyna kan vi stansa delar ner till 0,5 mm diameter med hjälp av hårdmetallverktyg och höghastighetspressar. För delar som kräver hål är den minsta håldiametern 0,2 mm (materialtjocklek ≤0,15 mm). För delar med böjar eller formade egenskaper är den minsta delstorleken cirka 1,5 mm i valfri dimension för att möjliggöra verktygsspel. Om dina stämplande smådelar är mindre än dessa gränser kan Nuote Metals rekommendera alternativa processer som fotokemisk etsning (PCM) eller lasermikrobearbetning. Vi uppmuntrar dig att skicka in din ritning för en genomförbarhetsgranskning – våra ingenjörer kommer att ge råd om stämpling är tekniskt och ekonomiskt lönsamt.
F2: Hur kontrollerar Nuote Metals grader vid stämpling av små delar, speciellt när delar kommer att hanteras eller i kontakt med känsliga komponenter?
S: Gradkontroll är det främsta kvalitetsproblemet för stämpling av små delar.Nuote Metalsanvänder ett tillvägagångssätt i tre nivåer. För det första, optimerade stansavstånd: för tunna material (under 0,3 mm) bibehåller vi hål-till-stans-spel på endast 3–5 % per sida, vilket dramatiskt minskar gradbildning men kräver hårdmetallstansar för att förhindra slitage. För det andra, vass verktygsunderhåll: vi spårar antalet stansslag och byter ut eller slipar om stansarna var 500 000 till 2 000 000 slag beroende på materialets nötningsförmåga. För det tredje, sekundär gradning för kritiska stansning av små delar: vi erbjuder vibrerande trumling med keramiska eller plastmaterial, som ger en jämn kantradie på 0,01–0,03 mm och tar bort grader ner till ≤0,01 mm höjd. För delar som inte tål några detekterbara grader (t.ex. medicinska blad eller elektriska kontakter som inte får repa matchande ytor), erbjuder vi elektropolering (för rostfritt stål) eller mikroslipblästring. Ange din högsta tillåtna gradhöjd på ritningen, så kommer Nuote Metals att välja lämplig process.
F3: Vilken är den typiska ledtiden för verktyg och första prover av stämpling av små delar?
A: Ledtider förstämpling av små delarberor på delens komplexitet och formkonstruktionen. För enkla platta delar (brickor, clips, terminaler) som kan använda flerradsdynor med 2–4 stationer, levererar Nuote Metals vanligtvis de första proverna inom 15–20 arbetsdagar efter ritningsgodkännande. För komplex stämpling av små delar med flera böjar, myntnings- och håltagningsfunktioner som kräver progressiva stansar med 8–15 stationer, varierar ledtiden för verktyg från 25–35 arbetsdagar. Vi erbjuder en snabb service (ytterligare 30 % verktygsavgift) som minskar ledtiden med 7–10 dagar. Efter verktygsgodkännande tillhandahåller vi 20 gratis provbitar för kundinspektion. Produktionsledtiden för stämpling av smådelar är vanligtvis 10–15 arbetsdagar för beställningar på upp till 500 000 stycken, förutsatt att plätering eller sekundära operationer är standard. Kontakta Nuote Metals med din delritning för en specifik tidslinje.
F4: Hur förpackas stämpling av små delar för att förhindra förlust eller skada under frakt? Kan du tillhandahålla tejp-och-rulle för automatiserad montering?
S: Ja, Nuote Metals erbjuder flera förpackningsalternativ förstämplande delar. För manuell montering eller användning i låg volym tillhandahåller vi antistatiska polypåsar med värmeförseglade förslutningar och torkmedel, vanligtvis förpackade i 1 000–10 000 stycken per påse (beroende på delstorlek). För automatisk plock-och-place-montering erbjuder vi tejp-och-rulle-förpackningar enligt EIA-481-standarder—tillgängliga för delar så små som 1,0 mm x 1,0 mm. Vår tejp-och-rulle-service inkluderar antistatisk bärtejp, täcktejp med kontrollerad avdragningskraft och plastrullar i 7-tums eller 13-tums diametrar. För mycket små eller ömtåliga stämplande smådelar erbjuder vi även våffelbrickor (JEDEC-standard) med individuella fickor för att förhindra att delar rör vid varandra. För beställningar av stora volymer kan vi tillhandahålla bulkförpackningar med automatisk räkning och märkning. Ange din föredragna förpackningsmetod vid offerttillfället – det tillkommer vanligtvis ingen extra kostnad för tejp-och-rulle för beställningar över 50 000 stycken.
Varför samarbeta med Nuote Metals för stämpling av delar?
Producerarstämplande delari stor skala kräver specialiserad expertis som allmänna stämplingsbutiker inte kan tillhandahålla. Nuote Metals erbjuder:
Presshastigheter till 1 200 SPM – Optimerad för miniatyrdelar
Toleranser till ±0,01 mm – Verifierad genom synmätning
Material så tunna som 0,1 mm – Från fjäderstål till berylliumkoppar
Flerradsverktyg – Upp till 16 hålrum per slag för plana delar
In-die och post-stamp inspektion – 100% synsortering tillgänglig
Tejp-och-rulle-förpackning – redo för automatisk montering
Prototyptjänst – Mjuka verktyg för validering med låg volym
Gratis DFM-feedback – Vi identifierar potentiella problem innan verktyg
KontaktaNuote Metalsidag för att skicka in din ritning eller diskutera dinstämpling av små delarkrav.
Hot Tags: Stämpling av små delar, fabrik för stämpling av små delar, Kina stämpling av små delar
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.









X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy