
Produkter






Stämplade ståldelar
Behöver du robusta stansade ståldelar? Nuote Metals, en fabrik i Kina, erbjuder anpassade stansade stålkomponenter för tunga maskiner och konstruktioner. Vår stämpling med hög tonnage säkerställer konsekvent tjocklek och slagtålighet. Lös strukturella svagheter med ståldelar konstruerade för styrka. Lita på fabriken för hållbarhet som består.
Skicka förfrågan
Produktbeskrivning
För otaliga industriella och kommersiella produkter är ryggraden stål.Stämplade ståldelarerbjuder en oöverträffad kombination av mekanisk styrka, materialtillgänglighet och kostnadseffektivitet. Från tunga utrustningsfästen till elektroniska precisionsramar, stansade stålkomponenter dominerar applikationer där tillförlitlighet under belastning är avgörande.
Nuote Metalshar producerat högkvalitativa stansade ståldelar i över ett decennium. Våra pressar hanterar lågkolhaltiga, högkolhaltiga och legerade stål i tjocklekar från 0,3 mm till 6,0 mm. Vi kombinerar materialvetenskap med effektiva stämplingsprocesser för att leverera komponenter som uppfyller rigorösa prestandastandarder utan onödiga kostnader.

Vad är stansade ståldelar?
Stämplade ståldelarär metallkomponenter som bildas genom att mata stålspiral eller plåt till en stanspress utrustad med specialverktyg. Pressen utför operationer som blankning, håltagning, bockning, ritning eller prägling för att skapa den slutliga formen.
Termen "stämplade ståldelar" hänvisar vanligtvis till komponenter tillverkade av kolstål eller låglegerat stål - skild från rostfritt stål, aluminium eller mässing. Vanliga stålkvaliteter inkluderar:
Lågt kolstål (SPCC, SPCD, Q195, 1008) – Utmärkt formbarhet, ekonomiskt
Mellankolstål (S45C, 1045) – Högre hållfasthet, slitstyrka
Högkolstål (SK5, 1080) – Fjäderhärdning, hårdhet
Legerat stål (SPRING STEEL, 51CrV4) – Hög utmattningsbeständighet för dynamiska belastningar
Nuote Metalsväljer den optimala stålkvaliteten för varje applikation, balanserar formbarhet, styrka, kostnad och ytfinishkrav.
Se videon för att veta mer om vår stämplingsverkstad
Varför välja stål för stansade komponenter?
Stål är fortfarande det mest stämplade materialet av goda skäl.Nuote Metalslyfter fram dessa fördelar med stansade ståldelar:
Högt förhållande mellan hållfasthet och kostnad – Stål ger större styrka än aluminium eller mässing till en lägre materialkostnad
Magnetiska egenskaper – Viktigt för sensorer, reläer och elektromagnetiska enheter
Svetsbarhet – Ståldelar accepterar lätt punkt-, projektions- eller lasersvetsning
Pläteringskompatibilitet – Zink, nickel, tenn och andra pläteringar fäster bra på stål
Tillgänglighet – Stålspole är tillgänglig globalt med korta ledtider
Tekniska specifikationer för Nuote Metals stansade ståldelar
Materialalternativ för stansade ståldelar
| Kvalitet | Typ | Draghållfasthet (MPa) | Yield Strength (MPa) | Typisk hårdhet | Bästa applikationerna |
|---|---|---|---|---|---|
| SPCC / Q195 | Låg koldioxid, kommersiell kvalitet | 270 – 350 | 180 – 240 | HRB 45–60 | Allmänna fästen, kapslingar, chassidelar |
| SPCD / 1008 | Låg kolhalt, ritkvalitet | 280 – 370 | 190 – 250 | HRB 50–65 | Ritade koppar, komplexa former |
| SPCE / 1010 | Låg kolhalt, djupdragningskvalitet | 300 – 390 | 210 – 260 | HRB 55–70 | Djupdragna hus, bilbränsletankar |
| S45C / 1045 | Medium kol | 570 – 700 | 350 – 450 | HRB 85–95 | Kugghjul (stämplade ämnen), axlar, slitplåtar |
| SK5 / 1080 | Högt kol (fjäderstål) | 800 – 1 100 (härdad) | 500 – 800 | HRC 40–55 | Clips, fjädrar, låsringar, sågblad |
| 51CrV4 | Legerat fjäderstål | 1 200 – 1 500 | 1 000 – 1 300 | HRC 45–52 | Högcykelbladsfjädrar, kopplingsskivor |
Dimensionsmöjligheter för stansade ståldelar
Nuote Metalsproducerarstansade ståldelaröver ett brett spektrum av storlekar och toleranser.
| Parameter | Standardkapacitet | Precisionsförmåga (på begäran) |
|---|---|---|
| Materialtjocklek | 0,3 mm – 6,0 mm | 0,2 mm – 8,0 mm (begränsade kvaliteter) |
| Maximal deldimension (progressiv form) | 300 mm x 300 mm | 400 mm x 400 mm |
| Maximal deldimension (överföringsform) | 500 mm x 600 mm | 600 mm x 800 mm |
| Toleranser (blanking/piercing) | ±0,10 mm | ±0,05 mm |
| Toleranser (böjvinklar) | ±1° | ±0,5° |
| Minsta håldiameter (piercing) | 1,0 x materialtjocklek | 0,8 x materialtjocklek |
| Gradhöjd (standard) | ≤0,10 mm | ≤0,05 mm |
Stämplingsprocesser för stansade ståldelar
Nuote Metalsväljer lämplig stämplingsmetod baserat på detaljens geometri och volym.
| Behandla | Typisk ståltjocklek | Årligt volymintervall | Fördelar |
|---|---|---|---|
| Sammansatt formstämpling | 0,5 – 6,0 mm | 5k – 100k | Låg verktygskostnad, enkla platta delar |
| Progressiv formstämpling | 0,3 – 4,0 mm | 100k – 10M+ | Höghastighets, komplexa multistationsdelar |
| Överför stämpling | 1,0 – 6,0 mm | 50k – 500k | Stora delar, djupa drag |
| Fin blankning | 1,0 – 12,0 mm | 50k – 500k | Gradfria klippkanter, tät planhet |
Ytbehandlingar tillgängliga
Meststansade ståldelarfå efterstämplingsbehandlingar för att förhindra korrosion eller förbättra utseendet.
| Avsluta | Beskrivning | Tjocklek | Korrosionsbeständighet (saltspray) |
|---|---|---|---|
| Zinkplätering (klar/blå/gul) | Elektropläterad zink med passivering | 5 – 12 µm | 48 – 120 timmar |
| Zink-nickellegering | Överlägset korrosionsskydd | 8 – 15 µm | 200 – 500 timmar |
| Varmförzinkning | Kraftig zinkbeläggning, matt finish | 40 – 80 µm | 500 – 1 000 timmar |
| Svart oxid | Konverteringsbeläggning, anti-bländning | 0,5 – 1,5 µm | 24 – 72 timmar (kräver olja) |
| Pulverlackering | Färgad polymerbeläggning | 60 – 120 µm | 500+ timmar (beroende på kvalitet) |
| E-coat/elektrolackering | Katodisk epoxidopp | 15 – 25 µm | 300 – 600 timmar |
| Fosfat (mangan/zink) | Konverteringsbeläggning för färgbas eller smörjning | 2 – 10 µm | Låg (kräver topplack) |
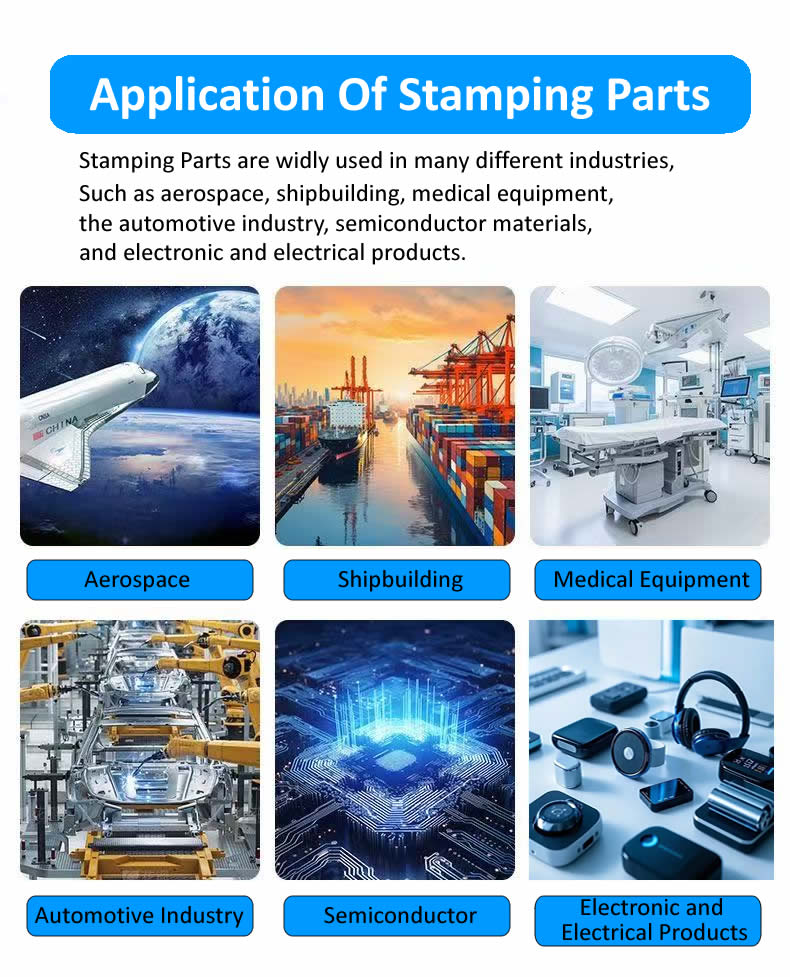
Tillämpningar av stansade ståldelar
Nuote Metalslevererar stansade ståldelar inom nästan alla branscher. Nedan finns representativa exempel per sektor.
Samlingsskena för elfordonsbatteri (lågkolhaltigt stål, 2,0 mm tjockt)
En tillverkare av EV-batteripaket behövde en serie samlingsskenor för att ansluta enskilda celler. Kraven var krävande: planhet inom 0,1 mm över 150 mm längd, flera exakt stansade hål för cellterminaler och en zink-nickel-plätering för korrosionsbeständighet. Den årliga volymen var 80 000 set – för hög för CNC, för komplex för en enkel form.
Nuote Metalsdesignade en progressiv tärning med åtta stationer: piercing, slitsning, coining för planhet och final cutoff. De stansade ståldelarna lossnade från pressen med 60 slag per minut, var och en med en planhet på 0,08 mm och hålpositioner inom ±0,05 mm. Efter plätering klarade samlingsskenorna 500 timmars saltspraytestning. Kunden minskade komponentkostnaden med 62 % jämfört med bearbetad koppar och eliminerade två sekundära operationer. Tre år in i produktionen har dynan producerat över 1,2 miljoner samlingsskenor utan fältfel.
Detta fodral visar vad stansade ståldelar kan åstadkomma när verktyg och process anpassas till applikationen – inte bara volymen.
Kvalitetssäkring för stansade ståldelar – EEAT i praktiken
Nuote Metalsföljer ett omfattande kvalitetssystem skräddarsytt för egenskaperna hos stansat stål.
Erfarenhet av stålsorter
Våra metallurger och verktygsingenjörer har över 10 års erfarenhet av stansning av kol och legerat stål. Vi förstår:
Återfjädring – Stålets elastiska återhämtning varierar beroende på kolhalt; vi kompenserar i formdesign
Gradbildning – Mjukare lågkolhaltigt stål ger större grader än hårt stål; vi justerar utrymmen därefter
Värmegenerering – Tjock stålstämpling genererar betydande värme; vi använder smörjmedel och presshastighetskontroll
Expertis inom poststämplingsbehandling
Stämplade ståldelarkräver korrosionsskydd för de flesta applikationer. Nuote Metals driver intern zinkplätering och samarbetar med certifierade bestrykare för pulverlackering och e-coat. Vi tillhandahåller:
Beläggningstjockleksmätning – Röntgenfluorescens (XRF) för plätering
Vidhäftningstestning – Crosshatch-tejptest enligt ASTM D3359
Saltsprayprovning – ASTM B117 för korrosionsbeständighetsvalidering
Auktoritet genom standarder
Vårstansade ståldelarfölja:
ISO 9001:2015 – Kvalitetsledningssystem
IATF 16949 – Bilkvalitet (tillgänglig på begäran för fordonsprojekt)
ASTM A109 – Standard för kallvalsade band av kolstål
RoHS – För pläterade delar (hexavalent kromfri där så anges)

Förtroende genom dokumentation
Varje försändelse av stämplade ståldelar från Nuote Metals inkluderar:
Materialprovningsrapport (MTR) – Brukscertifikat med kemiska och mekaniska egenskaper
Dimensionell kontrolllogg – Nyckelmätningar med godkänd/underkänd status
Beläggningscertifikat (om pläterat eller belagt) – Tjocklek, typ, batchnummer
Första artikelinspektion (FAI) – Komplett dimensionsrapport för nya verktyg
Designöverväganden för stansade ståldelar
För att hjälpa kunder att optimera sin design för tillverkningsbarhet erbjuder Nuote Metals dessa riktlinjer.
Minsta böjradier
| Materialtjocklek | Low Carbon Steel (SPCC) | Fjäderstål med hög kolhalt (SK5) |
|---|---|---|
| 0,5 mm | 0,5 mm (1xT) | 1,0 mm (2xT) |
| 1,0 mm | 1,0 mm (1xT) | 2,0 mm (2xT) |
| 2,0 mm | 2,0 mm (1xT) | 4,0 mm (2xT) |
| 3,0 mm | 3,0 mm (1xT) | 6,0 mm (2xT) |
| 4,0 mm | 5,0 mm (1,25xT) | Rekommenderas inte |
Minsta hålstorlek
Piercinghål i lågkolstål: Diameter ≥ materialtjocklek
Piercing hål i högkolhaltigt eller legerat stål: Diameter ≥ 1,2 x materialtjocklek
Kantavstånd (hål till kant): ≥ 1,5 x materialtjocklek (för att undvika utbuktning)
Toleranser för böjda egenskaper
| Särdrag | Standardtolerans | Precision (med myntning) |
|---|---|---|
| Böjningsvinkel (luftböjning) | ±1,5° | ±0,75° |
| Böjvinkel (myntande) | ±0,5° | ±0,25° |
| Formhöjd (gropar, förskjutningar) | ±0,15 mm | ±0,08 mm |
| Flänslängd | ±0,20 mm | ±0,10 mm |
Vanliga frågor om stansade ståldelar
Nedan följer de vanligaste tekniska förfrågningarna som kommer in till Nuote Metals angstansade ståldelar.
F1: Vad är skillnaden mellan stämplade ståldelar med lågt kol och högt kolhalt? Hur väljer jag?
S: Kolinnehållet bestämmer styrka, hårdhet och formbarhet. Stämplade ståldelar med låg kolhalt (SPCC, 1008, 1010) innehåller mindre än 0,15 % kol. De är mjuka, formbara och lätta att stämpla till komplexa former inklusive djupa drag och snäva böjningar. De har dock relativt låg hållfasthet (draghållfasthet 270–400 MPa) och kan inte värmebehandlas för högre hårdhet. Högkolhaltiga ståldetaljer (SK5, 1080) innehåller 0,75–1,0 % kol. De är mycket starkare (draghållfasthet 800–1 100 MPa efter härdning) och kan värmebehandlas till HRC 50–60. De är dock mindre formbara (minsta böjradie 2xT eller mer) och kräver tyngre pressar. Nuote Metals rekommenderar lågkolhaltigt stål för konsoler, kapslingar, chassi och dragna hus. Rekommendera högkolhaltigt stål för fjädrar, clips, hållare och slitstarka delar. För applikationer som kräver styrka mellan dessa ytterligheter, erbjuder mellankolstål (1045) en balans.
F2: Hur förhindrar Nuote Metals rost på stansade ståldelar innan de monteras eller beläggs av kunden?
S: Stål rostar snabbt när det utsätts för fukt. Nuote Metals vidtar flera åtgärder för att skyddastansade ståldelarunder lagring och transport. För det första, för delar som kommer att pläteras eller beläggas av oss, bearbetar vi dem inom 24–48 timmar efter stämpling för att minimera oxidation. För det andra, för delar som skickas i "stämplat" skick (obestruket), applicerar vi en rostförebyggande olja (lätt, avtagbar med alkaliskt rengöringsmedel) och förpackar dem i fuktspärrande påsar med torkmedel. För det tredje erbjuder vi en tillfällig fosfatbeläggning (mangan eller zinkfosfat) som ger 1–3 månaders rostskydd inomhus och även förbättrar färgvidhäftningen för kunder som ska måla senare. För långtidslagring eller internationell frakt rekommenderar vi att kunder anger en skyddande beläggning (förzinkning eller e-beläggning) som en del av beställningen. Om du får stansade ståldelar som uppvisar lätt ytrost, kan den vanligtvis tas bort med ett milt slipmedel eller surt inlagd, men för kritiska applikationer, specificera en korrosionsförebyggande plan med Nuote Metals vid offertstadiet.
F3: Vilken är den maximala tjockleken på stansade ståldelar som Nuote Metals kan producera? Kräver tjockare delar specialverktyg?
S: Nuote Metals kan stämpla stål med upp till 8,0 mm tjocklek för enkla stansoperationer, och upp till 6,0 mm för delar som behöver böjas eller formas. Emellertid kräver tjocka stansade ståldelar (över 4,0 mm) särskilda överväganden. För det första ökar presstonnaget avsevärt – en 6,0 mm tjock ståldel kan kräva 200–400 ton beroende på ämnesstorlek. För det andra måste verktygsspelet ökas (vanligtvis 10–15 % per sida) för att förhindra överdrivna grader och verktygsbrott. För det tredje har tjockt stål minimal elastisk återhämtning, så återfjädringskompensation är mindre kritisk men kantsprickor blir ett problem för hål nära kanter.Nuote Metalshar presskapacitet på upp till 400 ton och har verktygsstål som är lämpligt för grovstämpling. För delar som är tjockare än 6,0 mm rekommenderar vi ofta laserskärning eller plasmaskärning som ett alternativ till stansning, eftersom verktygskostnaderna blir oöverkomliga. Skicka din tjocka ritning till Nuote Metals för en genomförbarhet och kostnadsjämförelse.
F4: Kan du stämpla stämplade ståldelar med gängade hål eller hårdvaruinsatser? Vilka sekundära operationer finns tillgängliga?
A: Ja,Nuote Metalserbjuder flera metoder för att lägga till trådar till stansade ståldelar. De vanligaste är gängning (skärning av gängor direkt i stansade hål) och gängformning (för tjockare stål, förskjutning av material för att skapa gängor utan spån). Vi har egna gängmaskiner för hål från M2 till M12. För applikationer som kräver starkare gängor eller avtagbara fästelement, kan vi installera insatser (PEM-stil självhäftande muttrar eller bultar) direkt i stämplingsformen med hjälp av automatiserad insättningsutrustning. Andra sekundära operationer för stansade ståldelar inkluderar punktsvetsning (projektionssvetsning av muttrar eller konsoler), nitning (sammanfogning av två stansade komponenter) och värmebehandling (för delar med hög kolhalt som behöver fjäderhärdning). Specificera eventuella sekundära operationer på din ritning, så kommer Nuote Metals att införliva dem i processflödet – ofta inom samma progressiva form för att minska hanteringskostnaderna.

Varför samarbeta med Nuote Metals för stansade ståldelar?
Att välja rätt stämplingspartner säkerställer konsekvent kvalitet, konkurrenskraftiga priser och pålitlig leverans för dina stålkomponenter. Nuote Metals erbjuder:
- Brett urval av stål – Låg, medium, hög kolhalt och legeringskvaliteter i lager
- Tjockleksområde – 0,3 mm till 6,0 mm (8,0 mm för blankning)
- Intern plätering – zink, zink-nickel och svartoxidlinjer
- Tappning och insättning av hårdvara – Sekundära operationer på plats
- Volymer från 1 000 till 10 000 000+ – Prototypframställning till massproduktion
- Gratis DFM-analys – Vi optimerar din design för stämpling innan verktyg
- Provdelar – 20 gratis delar från produktionsverktyg
- Global sjöfart – Flyg eller sjö till Nordamerika, Europa, Asien och vidare
KontaktaNuote Metalsidag för att ladda upp din teckning eller diskutera dinstansade ståldelarprojektkrav.
Hot Tags: Stämplade ståldelar, Kina stämplade ståldelar, tillverkare av stämplade delar
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.









X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy