
Produkter






Stämplingsdelar i rostfritt stål
Letar du efter hållbara stämplingsdelar i rostfritt stål? Nuote Metals, en fabrik i Kina, tillhandahåller skräddarsydda lösningar för fordons- och medicintekniska produkter. Vår precisionsstämpling ger rostskyddad styrka och exakt passform. Lös problem med korrosion och slitage med delar som är byggda för att hålla. Lita på fabriken för kvalitet som presterar.
Skicka förfrågan
Produktbeskrivning
För komponenter som utsätts för fukt, kemikalier eller extrema temperaturer är materialvalet avgörande.Stämplade delar i rostfritt stållevererar den korrosionsbeständighet och mekaniska hållfasthet som vanligt kolstål inte kan matcha – vilket gör dem till standarden för medicinska, livsmedelsbearbetnings-, marin- och arkitektoniska tillämpningar.
Nuote Metalsspecialiserat på tillverkning av stansningsdelar av rostfritt stål av austenitiska (304, 316), ferritiska (430) och martensitiska (410, 420) kvaliteter. Våra stämplingsprocesser är optimerade för att övervinna de unika utmaningarna med att arbeta med rostfritt stål: arbetshärdning, hög draghållfasthet och verktygsslitage.

Vad är stämplingsdelar i rostfritt stål?
Stämplingsdelar av rostfritt stål är metallkomponenter som tillverkas genom att mata spole eller plåt av rostfritt stål genom en stämplingspress utrustad med specialverktyg. Processen skär, böjer, formar eller drar materialet till färdiga former.
Till skillnad från mjukt stål innehåller stansdelarna i rostfritt stål minst 10,5 % krom, vilket bildar ett passivt oxidskikt som motstår rost och fläckar. Detta självläkande lager gör rostfritt stål idealiskt för applikationer som kräver renhet, lång livslängd och motståndskraft mot aggressiva miljöer.
Nuote Metalstillverkar stansningsdelar i rostfritt stål i tre primära familjer:
--Austenitisk (304, 316) – Vanligast, icke-magnetisk, utmärkt formbarhet
--Ferritisk (430) – Magnetisk, lägre kostnad, bra korrosionsbeständighet
--Martensitic (410, 420) – Härdar med värmebehandling, slitstark

Varför välja Nuote Metals för stansningsdelar av rostfritt stål?
Materialexpertis
Rostfritt stål beter sig annorlunda än kolstål. Nuote Metals ingenjörer förstår:
Arbetshärdningshastigheter – 304 rostfritt härdar snabbt under formning, vilket kräver noggrann verktygsdesign och smörjning
Återfjädrande egenskaper – Högre sträckgräns innebär att rostfritt stål återgår till sin ursprungliga form mer än mjukt stål
Tendenser att gnaga – Rostfritt stål kan fästa på verktygsytor under tryck, kräva polerade stansar och specifika beläggningar
Speciellt verktyg för rostfritt
Våra stansar för stansningsdelar i rostfritt stål har:
Hårdmetall eller D2 verktygsstål – Tål slitage från rostfritt
TiN- eller TiCN-beläggningar – Minskar friktion och skador
Generösa radier – Förhindrar sprickbildning i kurvor
Precisionsavstånd – 8–12 % per sida (jämfört med 5–8 % för mjukt stål)
Tekniska specifikationer för Nuote Metals stansningsdelar i rostfritt stål
Tillgängliga rostfria stålsorter
| Kvalitet | Typ | Nyckelegenskaper | Typiska applikationer |
|---|---|---|---|
| 304 | Austenitisk | Bästa all-around korrosionsbeständighet, bra formbarhet | Medicinsk utrustning, livsmedelsutrustning, kemisk hårdvara |
| 304L | Austenitisk | Lägre kol (0,03%), bättre svetsbarhet | Svetsade sammansättningar, tjocka sektioner |
| 316 | Austenitisk | Molybden tillsatt, utmärkt saltvattenbeständighet | Marina komponenter, farmaceutisk utrustning |
| 316L | Austenitisk | Lågkoldioxidversion av 316 | Implanterbara enheter, kirurgiska instrument |
| 430 | Ferritisk | Magnetisk, lägre kostnad, bra för mild korrosion | Apparattrim, bilavgasklämmor |
| 410 | Martensitisk | Värmebehandlas till HRC 38–45, slitstark | Ventilskaft, pumpaxlar (stämplade ämnen) |
| 420 | Martensitisk | Högre hårdhet (HRC 48–52) efter värmebehandling | Bestick, kirurgiska saxar (stämplade former) |
| 301 (full hård) | Austenitisk | Hög draghållfasthet från kallvalsning | Fjäderklämmor, batterikontakter, brickor |
Dimensionsförmåga
Nuote Metalsproducerarstansade delar i rostfritt stålöver ett brett storleksintervall.
| Parameter | Förmåga |
|---|---|
| Materialtjockleksområde | 0,1 mm till 4,0 mm (beroende på kvalitet) |
| Maximal delstorlek (progressiv form) | 300 mm x 300 mm |
| Maximal delstorlek (sammansatt form) | 500 mm x 500 mm |
| Minsta håldiameter | Lika med materialtjocklek (1xT) för piercing |
| Toleranser (standard) | ±0,10 mm på dimensioner under 100 mm |
| Toleranser (precision) | ±0,05 mm på kritiska egenskaper |
| Planhet (per 100 mm) | ≤0,20 mm (efter avspänning vid behov) |
Stämplingsprocesser för rostfritt stål
| Behandla | Lämplighet för rostfritt | Anteckningar |
|---|---|---|
| Blankering | Excellent | Karbidformar krävs för hög volym |
| Genomträngande | Bra | Små hål (< 1,5xT) kan kräva piercing i två träffar |
| Böjning (luftböjning) | Bra | Tillåt återfjädring (normalt 2–5° överböjning behövs) |
| Böjning (myntande) | Excellent | Minskar återfjädring men kräver högre tonnage |
| Grund ritning (djup < 2x dia) | Bra | Glödgat 304 föredraget; smörjning kritisk |
| Djupteckning | Rättvis till måttlig | Flera dragningar och mellanglödgning kan krävas |
| Myntning / prägling | Bra | Högt presstonnage behövs på grund av arbetshärdning |
Mekaniska egenskaper efter stämpling
| Kvalitet | Draghållfasthet (MPa) | Yield Strength (MPa) | Förlängning % | Hårdhet (typiskt) |
|---|---|---|---|---|
| 304 (glödgat) | 515 – 620 | 205 – 240 | 40 – 60 | HRB 70–85 |
| 304 (1/2 hård) | 860 – 1030 | 690 – 860 | 10 – 20 | HRC 25–32 |
| 316 (glödgat) | 550 – 620 | 205 – 240 | 40 – 60 | HRB 75–85 |
| 430 (glödgat) | 450 – 550 | 240 – 310 | 20 – 30 | HRB 75–85 |
| 410 (glödgat) | 480 – 550 | 275 – 345 | 15 – 20 | HRB 80–90 |
Obs: stansade delar av rostfritt stål kan härda under formningen. Ange "glödgad efter stämpling" om mjukt tillstånd krävs.
Ytfinish för pressningsdelar i rostfritt stål
Nuote Metalserbjuder flera efterstämplade ytbehandlingar för att förbättra utseende eller funktion.
Mekaniska ytbehandlingar
| Avsluta | Beskrivning | Metod | Ansökan |
|---|---|---|---|
| #2B (mill) | Slät, reflekterande finish (standard) | As-rolled med lätt kallvalsning | Allmänna industriella, dolda delar |
| #4 (borstad) | Fina riktade satinlinjer | Slipande bälte | Matutrustning, arkitektonisk trim |
| #8 (spegel) | Mycket reflekterande, spegelliknande | Progressiv polering | Dekorativa, medicinska instrument |
| Pärlblästring | Enhetlig matt, icke-riktad | Stöt av glaspärlor | Medicinska höljen, estetiska delar |
| Elektropolering | Smidigt, ljust, passivt lager förbättrat | Elektrokemisk borttagning av mikrograder | Läkemedel, halvledare, hög renhet |
Beläggningar och behandlingar (sällsynt för rostfritt, men tillgängligt)
| Behandling | Ändamål | Typisk tjocklek |
|---|---|---|
| Passivering | Tar bort fritt järn, återställer korrosionsbeständigheten | Ej mätbar (kemisk process) |
| Svart oxid | Anti-bländning, mild korrosionsbeständighet | 0,5 – 1,5 µm |
| PVD-beläggning (TiN, CrN) | Slitstyrka, dekorativ färg | 1 – 3 µm |
Tillämpningar av stansningsdelar av rostfritt stål
Nuote Metals tillbehörstansade delar i rostfritt ståltill industrier som kräver hygien, hållbarhet och korrosionsbeständighet.
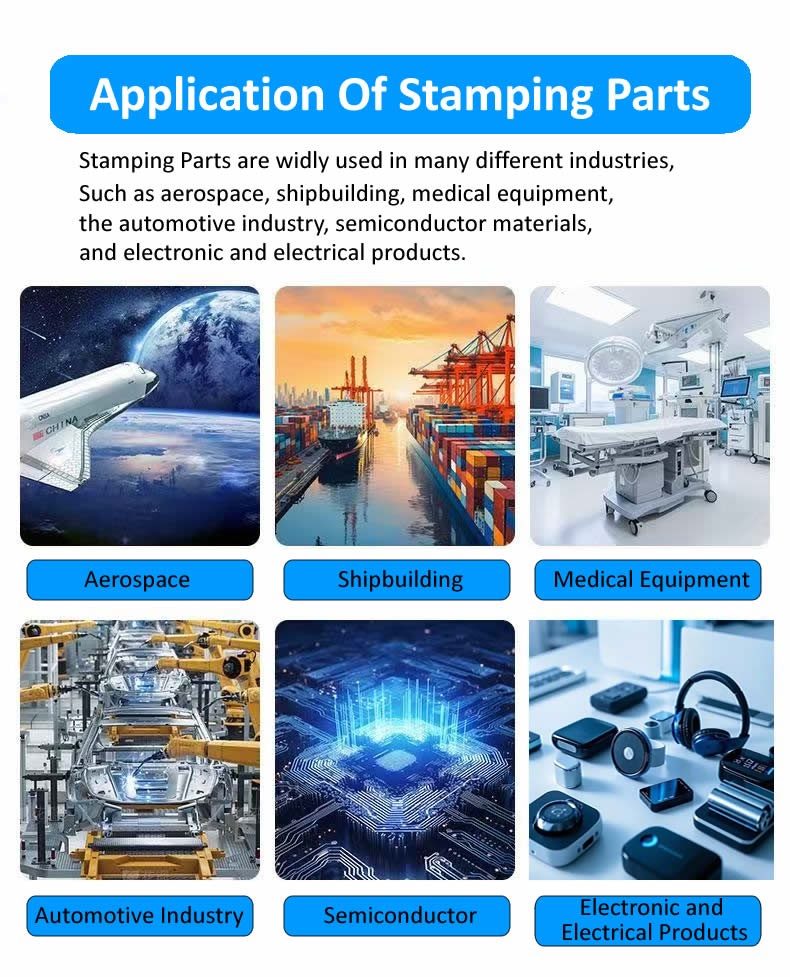
Medicin och sjukvård
Handtag och käftar för kirurgiska instrument (stämplade ämnen)
Provkomponenter för ortopediska implantat
Perforerade ark för steriliseringsbricka
Diagnostisk utrustning chassi
Hårdvara och spärrar för sjukhussäng
Bearbetning av mat och dryck
Kedjelänkar för transportband
Pumpmembranhållare
Monteringsfästen för mixerblad
Fyllningsmunstyckeskomponenter
Sanitära rörklämmor och flänsar
Marine och Offshore
Båtklämmor och gångjärn
Däcks hårdvara bakplåtar
Avgassystemklämmor (klass 316)
Saltvattenfilterhus
Offshore-plattforms elektriska höljedelar
Fordon och kommersiella fordon
Avgasgrenrörspackningar
Bränslesystem fästen
Turbo värmesköldar
Torkararmskomponenter (430 rostfria)
Fästringar för lastbilsflak
Kemisk och industriell
Ventilmanöverdonsfästen
Pumpslitplattor
Filterhusstöd
Kapslingar för labbutrustning
Tryckmätarkomponenter
Kvalitetssäkring för stansningsdelar i rostfritt stål – EEAT i praktiken
Nuote Metalstillämpar rigorösa kvalitetsprotokoll som är specifika för rostfritt stål.
Erfarenhet av Work Härdning
Våra stämplingsingenjörer har över 10 års erfarenhet av austenitiska rostfria stål. Vi använder finita elementanalys (FEA) för att förutsäga förtunning och sprickbildning vid böjar, och justerar formgeometrin för att bibehålla minsta tjocklek.
Expertis inom korrosionsprovning
För stansningsdelar i rostfritt stål avsedda för tuffa miljöer erbjuder vi:
Saltsprayprovning (ASTM B117) – 200 till 1 000 timmar beroende på kvalitet
Passiveringsverifiering – Kopparsulfat- eller ferroxyltest enligt ASTM A967
Intergranulär korrosionstest – För svetsade rostfria delar (ASTM A262)
Auktoritet genom standarder
Våra stämplingsdelar i rostfritt stål överensstämmer med:
ASTM A240/A240M – Standard för rostfri plåt/plåt
ISO 9001:2015 – Kvalitetsledning
ISO 13485 – Kvalitet på medicinsk utrustning (tillgänglig på begäran)
FDA-efterlevnad – För applikationer i kontakt med livsmedel (materialcertifiering)

Förtroende genom spårbarhet
Varje parti stämplingsdelar i rostfritt stål från Nuote Metals inkluderar:
Brukstestcertifikat (MTC) – Kemiska och mekaniska egenskaper
Besiktningsrapport – Nyckeldimensioner med faktiska uppmätta värden
Passiveringsintyg (om tillämpligt) – Datum, metod, testresultat
Provdelar – 10 stycken skickas före produktionssläpp
Vanliga utmaningar i stansningsdelar i rostfritt stål och hur Nuote Metals löser dem
| Utmaning | Orsaka | Nuote Metals Solution |
|---|---|---|
| Sprickbildning i kurvor | Otillräcklig böjradie eller arbetshärdning | Använd minst 2xT inre radie; specificera glödgat material; lägga till stressavlastning |
| Galling (materialöverföring till dö) | Hög friktion och tryck | Formar av polerad hårdmetall; TiN beläggning; högpresterande smörjmedel |
| Återfjädring orsakar felaktiga vinklar | Hög sträckgräns av rostfritt | Överböjningsverktyg (2–5° kompensation); myntning istället för luftböjning |
| Grader på klippta kanter | Utsliten stans-/stansavstånd | Bibehåll 8–12 % spelrum per sida; använd vassa hårdmetallstansar; sekundär gradning |
| Ytan repor under hantering | Austenitiskt rostfritt är relativt mjukt | Plastinterfoliering mellan stämplade delar; fodrade fraktcontainrar |
Vanliga frågor om stansningsdelar i rostfritt stål
Nedan följer de vanligaste tekniska förfrågningarna som kommer in till Nuote Metals angstansade delar i rostfritt stål.
F1: Vad är skillnaden mellan 304 och 316 rostfritt stål för stämplingsdelar av rostfritt stål? Vilken ska jag välja?
S: Den viktigaste skillnaden är innehållet av molybden. 304 rostfritt innehåller 18 % krom och 8 % nickel, vilket ger utmärkt allmän korrosionsbeständighet. 316 tillsätter 2–3 % molybden, vilket avsevärt förbättrar motståndskraften mot klorider (saltvatten, avisningssalter, blekmedel). För stansningsdelar av rostfritt stål som används inomhus eller i sötvatten är 304 tillräckligt och mer ekonomiskt. För marina miljöer, kustnära utomhusapplikationer, kemiska anläggningar som hanterar klorider eller livsmedelsbearbetning med salta saltlösningar rekommenderar Nuote Metals 316. Observera att 316 är cirka 15–20 % dyrare än 304 och har något lägre formbarhet (kräver generösare böjradier). Om dina stansdelar i rostfritt stål kommer att svetsas, föreslår vi 304L eller 316L (versioner med låg kolhalt) för att förhindra sensibilisering och intergranulär korrosion i den värmepåverkade zonen.
Fråga 2: Hur förhindrar Nuote Metals gnagsår vid stämpling av delar av rostfritt stål? Varför är gnissling ett problem?
S: Galling är kallsvetsningsöverföringen av rostfritt stålmaterial till formytan. Det uppstår på grund av att det passiva oxidskiktet på rostfritt material kan brytas sönder under tryck, vilket tillåter bar metall-till-metall-kontakt. Gallring orsakar ojämna ytor, dimensionell drift och eventuellt formfel. Nuote Metals förhindrar att det tränger instansade delar i rostfritt stålgenom tre metoder. Först använder vi hårdmetallskär polerade till en Ra på 0,1 µm eller bättre – jämnare ytor minskar vidhäftningspunkterna. För det andra applicerar vi PVD-beläggningar (TiN eller TiCN) på stansar och formverktyg, vilket skapar en hård barriär med låg friktion. För det tredje väljer vi klorfria smörjmedel för extremt tryck speciellt framtagna för austenitiskt rostfritt. För högvolymsdetaljer av rostfritt stål implementerar vi även automatiska mikrosmörjningssystem som applicerar färsk olja vid varje slag. Om gnidning fortfarande uppstår, upptäcker våra in-die-sensorer den ökade strippningskraften och stoppar pressen automatiskt.
F3: Kan du tillverka stansningsdelar i rostfritt stål utan grader på klippta kanter? Vad är din standard höjd?
S: Gradfria kanter är tekniskt omöjliga med konventionell stämpling eftersom klippning alltid lämnar en liten upphöjd ås på ena sidan. Nuote Metals kontrollerar dock grader hårt. Vår standardgräns för acceptans för stansningsdelar av rostfritt stål är gradhöjd ≤ 5 % av materialtjockleken (t.ex. 0,05 mm max för 1,0 mm tjockt material). För applikationer som i princip inte kräver några grader (t.ex. delar som kommer i kontakt med mänsklig vävnad eller ömtålig trådisolering), erbjuder vi sekundär gradning med vibrationstrumling (tar bort grader ner till ≤0,02 mm och lägger till en liten kantradie) eller elektropolering (löser kemiskt upp mikrograder och förbättrar ytfinishen). Ange "inga skarpa kanter" eller "gradhöjd max 0,03 mm" på din ritning. För stansningsdelar av rostfritt stål med stora volymer där grader är oacceptabla, kan vi rekommendera finstansning (en alternativ process) eller sekundärslipning, även om båda ökar kostnaden. Kontakta Nuote Metals med ditt krav på gradgräns för en genomförbarhetsbedömning.
F4: Behöver stämplingsdelar i rostfritt stål passivering efter stämpling? När krävs det?
S: Passivering är en kemisk behandling som tar bort fria järnpartiklar från ytan avstansade delar i rostfritt stål. Under stansning kan verktyg överföra mikroskopiska järnpartiklar till delen. Dessa järnpartiklar kan rosta, vilket skapar röda fläckar som äventyrar korrosionsbeständigheten. Passivering löser upp dessa partiklar utan att angripa det underliggande kromrika rostfria materialet. Nuote Metals rekommenderar passivering för stansade delar av rostfritt stål som används i medicinsk utrustning, livsmedelskontakt, marina miljöer eller andra tillämpningar där rostfärgning är oacceptabel. Passivering krävs också av ASTM A967 för vissa medicinska och rymdtekniska specifikationer. För allmänna industriella stansningsdelar av rostfritt stål (t.ex. fästen, klämmor, höljen) som används inomhus är passivering ofta valfritt. Vi kan leverera delar som stämplade eller med passivering. Vår passiveringslinje använder citronsyra (miljövänlig) och inkluderar verifieringstestning enligt ASTM A967.
Varför samarbeta med Nuote Metals för pressningsdelar av rostfritt stål?
Att välja rätt leverantör för stansdetaljer i rostfritt stål kräver expertis inom materialbeteende, verktygsdesign och efterbearbetning. Nuote Metals erbjuder:
10+ års stämpling av rostfritt stål specifikt
Betyg i lager – 304, 304L, 316, 316L, 430, 410, 301
Egen passivering – Citronsyralinje med verifieringstestning
Toleranser till ±0,05 mm – På kritiska egenskaper
Volymer från 1 000 till 5 000 000+ stycken
Gratis DFM-recension – För nya mönster för stämplingsdelar av rostfritt stål
Exempelprogram – 20 gratisbitar från produktionsverktyg
Full spårbarhet – Brukscertifikat och inspektionsrapporter vid varje beställning
KontaktaNuote Metalsidag för att ladda upp din ritning eller diskutera dina krav på stämplingsdelar av rostfritt stål.
Hot Tags: Stämplingsdelar i rostfritt stål, Anpassade stansningsdelar i rostfritt stål, Fabrik för stansningsdelar av rostfritt stål
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.









X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy